Diferencia entre revisiones de «2017/Grupo5/DimensionamientoTecnico»
| (No se muestran 113 ediciones intermedias de 5 usuarios) | |||
| Línea 16: | Línea 16: | ||
==== Vista Lateral ==== | ==== Vista Lateral ==== | ||
[[Archivo:VL.png]] | |||
==== Vista Superior ==== | ==== Vista Superior ==== | ||
[[Archivo:VS.png]] | |||
=== Listado de materiales === | === Listado de materiales === | ||
* 4x motores NEMA 17 | * 4x motores PAP NEMA 17 | ||
* 10x motores NEMA 23 | * 10x motores PAP NEMA 23 | ||
* 4x varillas lisas Ø12X495 mm | * 4x varillas lisas Ø12X495 mm | ||
* 4x varillas lisas | * 4x varillas lisas Ø12X765 mm | ||
* 2x varillas lisas Ø8X575 mm | * 2x varillas lisas Ø8X575 mm | ||
* 4x varillas roscadas M10 X450 mm | * 4x varillas roscadas M10 X450 mm | ||
* 1x plancha de aluminio 450X550X3 mm | * 1x plancha de aluminio 450X550X3 mm | ||
* 2x tubos acero inox T304 Ø 38.1X1.5X500 mm | * 2x tubos acero inox T304 Ø 38.1X1.5X500 mm | ||
* 1x Banda transportadora de PVC 1500X500 mm | * 1x Banda transportadora de PVC 1500X500 mm | ||
* 1x Gabinete de chapa 800x800x500mm (conjunto armable) | * 1x Gabinete de chapa 800x800x500mm (conjunto armable) | ||
* 2x correa gt2 | * 2x correa gt2 x1500mm | ||
* 4x piezas de acrilico 275mmx50mmx3mm | * 4x piezas de acrilico 275mmx50mmx3mm | ||
* 8x piezas de acrilico 60mmx60mmx3mm | * 8x piezas de acrilico 60mmx60mmx3mm | ||
* 4x piezas de acrilico 70mmx30mmx3mm | * 4x piezas de acrilico 70mmx30mmx3mm | ||
* 1x Kit de soportes impresos en PLA | * 1x Kit de soportes impresos en PLA x700 gramos. Este kit incluye: | ||
** 4x soportes de extrusor | |||
** 4x idlers de extrusor | |||
** 4x ductos de cooler | |||
** 20x porta varillas | |||
** 6x portamotores | |||
* 1x placa Arduino mega 2560 | * 1x placa Arduino mega 2560 | ||
* 1x placa Ramps 1.4 | * 1x placa Ramps 1.4 | ||
* 4x Hotend E3D v6 | * 4x Hotend E3D v6 | ||
* 1x Hotbed 30x30mm | * 1x Hotbed 30x30mm | ||
* 4x Hobbed bold | * 4x Hobbed bold | ||
* 1x Fuente switching 500w 220v-12v Imax=41,6 a | * 1x Fuente switching 500w 220v-12v Imax=41,6 a | ||
* 6x poleas gt2 | * 6x poleas gt2 | ||
* 1x Display LCD12864 | * 1x Display LCD12864 | ||
* 8x Acoples Racor 1/2" | |||
* 8x Acoples Racor | |||
* 4x Acoples anti wobble | * 4x Acoples anti wobble | ||
* 2x finales de carrera | * 2x finales de carrera | ||
* 16 x Rodamientos | * 16 x Rodamientos lineales Ø12mm | ||
* 2 x Rodamientos 608zz | * 2 x Rodamientos 608zz | ||
* 4x Tuercas bolas recirculantes M10 | * 4x Tuercas bolas recirculantes M10 | ||
* 4x Funda cables x600mm | * 4x Funda cables x600mm | ||
* 4x coolers 60x60x25mm | |||
* 4x coolers 60x60x25mm | |||
* 70~80 Tornillos M5 | * 70~80 Tornillos M5 | ||
* 30~40 Remaches M5 | * 30~40 Remaches M5 | ||
* Cables Ø0.75x4000mm | * Cables Ø0.75x4000mm | ||
* 30 fichas crimpeables<br> | * 30 fichas crimpeables <br> | ||
=== Especificaciones técnicas === | === Especificaciones técnicas === | ||
* Área de impresión 500x∞x300 mm | * Área de impresión 500x∞x300 mm | ||
* 4 Extrusores en serie | * 4 Extrusores en serie | ||
* Cinta transportadora que produce | * Cinta transportadora que produce que uno de los ejes sea "infinito" | ||
* Impresión mínima de capa: 0.05mm | * Impresión mínima de capa: 0.05mm | ||
* Tolerancia +-0.01mm | |||
* Boquillas intercambiables entre 0.1 y 1mm | * Boquillas intercambiables entre 0.1 y 1mm | ||
* Velocidad máxima de impresión 150mm/s | * Velocidad máxima de impresión 150mm/s | ||
* Materiales que imprime: PLA, ABS, PET, HIPS, FILAFLEX, PLA (40% Fibra de carbono) | * Materiales que imprime: PLA, ABS, PET, HIPS, FILAFLEX, PLA (40% Fibra de carbono) | ||
* Diametro del filamento: 1.75mm | |||
* Temperatura hotend: 0-240ºC | * Temperatura hotend: 0-240ºC | ||
* Temperatura hotbed: 0-100ºC | * Temperatura hotbed: 0-100ºC | ||
| Línea 77: | Línea 83: | ||
Según la Secretaria de Comercio, en la Resolución Nº 508/2015, se exige que: "el equipamiento eléctrico de baja tensión que se comercializa dentro del país cuente con una certificación que acredite el cumplimiento de los requisitos esenciales de seguridad, y debe ser emitida por un Organismo de Certificación acreditado por el OAA (Organismo Argentino de Acreditación) y reconocido por el Gobierno Nacional."<ref>https://www.inti.gob.ar/certificaciones/c-seguridadElectrica.htm</ref> | Según la Secretaria de Comercio, en la Resolución Nº 508/2015, se exige que: "el equipamiento eléctrico de baja tensión que se comercializa dentro del país cuente con una certificación que acredite el cumplimiento de los requisitos esenciales de seguridad, y debe ser emitida por un Organismo de Certificación acreditado por el OAA (Organismo Argentino de Acreditación) y reconocido por el Gobierno Nacional."<ref>https://www.inti.gob.ar/certificaciones/c-seguridadElectrica.htm</ref> | ||
Entre otras cosas esta resolución | Entre otras cosas, esta resolución establece que es menester el cumplimiento de las normas IRAM o IEC que se les aplican a cada producto. | ||
Esta resolución establece cuales son los sistemas de certificación ISO aplicables a cada tipo de equipamiento eléctrico. También es necesario proveer catalogo o folleto con datos técnicos correspondientes al producto que permitan la identificación completa. | Esta resolución establece cuales son los sistemas de certificación ISO aplicables a cada tipo de equipamiento eléctrico. También es necesario proveer catalogo o folleto con datos técnicos correspondientes al producto que permitan la identificación completa. | ||
| Línea 86: | Línea 92: | ||
A su vez, la impresora deberá contar con el etiquetado correspondiente, brindándole al consumidor la información requerida, cumpliendo con la Resolución 731/87, en esta también se especifica como será la ficha de conexión a red, aún vigente al día de la fecha.<ref>http://servicios.infoleg.gob.ar/infolegInternet/anexos/165000-169999/168142/norma.htm</ref> | A su vez, la impresora deberá contar con el etiquetado correspondiente, brindándole al consumidor la información requerida, cumpliendo con la Resolución 731/87, en esta también se especifica como será la ficha de conexión a red, aún vigente al día de la fecha.<ref>http://servicios.infoleg.gob.ar/infolegInternet/anexos/165000-169999/168142/norma.htm</ref> | ||
=== Plan de ensayos === | |||
Distinguiremos 2 tipos de ensayos: los correspondientes a la calidad de impresión, y los propios de los elementos mecánicos | |||
En cuanto a la calidad de impresión: | |||
* Se imprimirá una pieza de calibración correspondiente a 4 cubos de 40x40x40mm cuyas caras poseen diversas formas geometricas tales como agujeros, relieves, etc. Esta prueba demorará 1 hora aproximadamente. Se corroborara con calibre que las verdaderas dimensiones de cada cubo sean 40x40x40mm +-0.01mm, con escuadra que sus caras estén a 90º respecto de las otras y se observara que la calidad superficial sea aceptable. En caso de que no cumpla con las dimensiones se procedera a verificar las partes mecánicas detalladas a continuación | |||
[[Archivo:Cubo-de-calibración.jpg]] | |||
En cuanto a los mecánicos: | |||
* Verificaremos que el pandeo en todas las varillas sea nulo | |||
* Regularemos la tensión y corriente comandada por los drivers de los motores PAP sea óptima, esto quiere decir, que tenga el torque necesario sin generar un sobrecalentamiento en la placa ni en el motor | |||
* Verificaremos la tensión de las 2 correas | |||
* Regularemos la tensión de la cinta transportadora de tal manera que no tenga holguras | |||
* Utilizaremos una escuadra para verificar que todos los parantes de la estructura formen 90º, una diferencia de angulo podría generar impresiones deformadas | |||
Estos ensayos, por el nivel de precisión requerido en las piezas que serán impresas por nuestro producto, deberán ser realizados en todas las máquinas producidas. El mínimo error de calibración en el armado producirá que las impresiones realizadas por las máquinas tengan ligeras deformaciones. | |||
=== Acondicionamiento del producto === | |||
El producto sera entregado en una caja de OSB de 1000x1000x600mm rellena de perlas EPS para amortiguar posibles golpes durante el traslado | |||
La impresora sera embalada en papel film para que las perlas de EPS no se depositen dentro de ella. | |||
El producto sera entregado con 4 rollos de 1 kg de PLA cuyos colores seran elegidos por el cliente. También se entregara con una tarjeta SD y 4 boquillas de 0.4mm que son las standard de la impresión 3D | |||
[[Archivo:Cajas-con-OSB-gde.png]] | |||
[[Archivo:Perlas.jpg]] | |||
== Proceso de producción == | == Proceso de producción == | ||
=== Diagrama de | === Cursograma sinoptico de procesos === | ||
[[Archivo: | |||
=== [[Archivo:Diagrama de operaciones g5.png]]Tiempo de operaciones === | |||
[[Archivo:Tiempo de operaciones g5.png]] | |||
=== Listado de medios de fabricación === | === Listado de medios de fabricación === | ||
| Línea 101: | Línea 134: | ||
* Voltímetro | * Voltímetro | ||
* Soldador de estaño | * Soldador de estaño | ||
* Calibre | |||
* Computadora de medias/altas prestaciones | * Computadora de medias/altas prestaciones | ||
* Otras herramientas tales como alicate, pinza, destornillador manual o tijera | * Otras herramientas tales como alicate, pinza, destornillador manual o tijera | ||
Tercerizaremos los cortes de las chapas de la estructura, y el de la placa de aluminio que utilizaremos de base de impresión. | Tercerizaremos los cortes de las chapas de la estructura, y el de la placa de aluminio que utilizaremos de base de impresión. | ||
=== Organigrama === | |||
[[Archivo:Orgranigrama corregido.png]] | |||
=== Calificación y formación de los operadores === | === Calificación y formación de los operadores === | ||
<u>Gerente General</u> | |||
· | |||
Edad: 45 años en adelante | |||
· | |||
Sexo: Indistinto | |||
· | |||
Estudios: Ingeniero Industrial/Mecanico | |||
· | |||
Requisitos: | |||
5 años de experiencia comprobable en el puesto | |||
Responsable | |||
de elaborar y dirigir la planeación estratégica y planificación de producción, | |||
definir y difundir la política de la empresa así como los objetivos de calidad. | |||
Transmitir la misión y visión a todas las áreas involucradas en el proyecto. | |||
Máxima autoridad sobre la coordinación de los recursos humanos y de capital, | |||
para la satisfacción plena del cliente, del accionista y al personal que la | |||
integra. | |||
<u>Jefe de ventas</u> | |||
· | |||
Edad: 25 años en adelante | |||
· | |||
Sexo: Indistinto | |||
· | |||
Estudios: | |||
Carrera de grado terminada o últimos años. Administración de Empresas/Marketing | |||
· | |||
Requisitos: | |||
Dominio del paquete Office y buen manejo del idioma inglés. Buena presencia ya | |||
que será la cara visible de la empresa. | |||
· | |||
Capacitación | |||
post contratación: Manejo de programas utilizados por la empresa | |||
Coordinar con el Gerente General para establecer | |||
políticas de ventas, verificar que los clientes estén satisfechos con el | |||
producto. Encargado del contacto con los potenciales compradores, visitas | |||
periódicas para presentar el portafolio de productos de la empresa. Debe ser | |||
profundamente capacitado sobre los productos desarrollados en el proyecto, | |||
acompañado de conocimientos técnicos al respecto. | |||
<u>Jefe de compras</u> | |||
· | |||
Edad: 25 años en adelante | |||
· | |||
Sexo: Indistinto | |||
· | |||
Estudios: | |||
Carrera de grado terminada o últimos años. Administracion de Empresas/Marketing | |||
· | |||
Requisitos: | |||
Experiencia en negociación | |||
Encargado de toda compra de materias | |||
primas y/o semielaborados utilizados en el proyecto. Analizar cotizaciones y | |||
presupuestos recibidos por los potenciales proveedores. Seguimiento de pedidos | |||
y pago a proveedores. | |||
<u>Área I+D</u> | |||
· | |||
Edad: 25 años en adelante | |||
· | |||
Sexo: Indistinto | |||
· | |||
Estudios: Diseñador industrial | |||
· | |||
Requisitos: | |||
Experiencia comprobable en desarrollo de nuevos productos | |||
Este empleado se encargara de desarrollar innovación en las operaciones y en los productos en forma permanente. | |||
<u>Operarios:</u> | |||
Serán 3 los operarios dentro del área de | |||
producción, encargados del armado y cableado de los productos y calibración final de los productos. Deberán cumplir | |||
con las asignaciones particulares otorgadas. Deberán revisar diariamente que el | |||
equipo y materiales que utilizan se encuentren en buen estado y comunicar de inmediato en caso de falla de | |||
maquinaria, y controlar y revisar las medidas de seguridad de la planta | |||
periódicamente. | |||
<u>Área de procesado de materia prima:</u> | <u>Área de procesado de materia prima:</u> | ||
· | |||
Edad: 18 años en adelante | |||
· | |||
Sexo: indistinto | |||
· | |||
Estudios: | |||
Secundario completo. Técnico mecánico/electrónico | |||
· | |||
Capacitación | |||
post contratación en: Uso de impresora 3D, uso de cortadora láser y cortadora | |||
sensitiva. | |||
<u>Área de ensamblado:</u> | <u>Área de ensamblado:</u> | ||
· | |||
Edad: 18 años en adelante | |||
· | |||
Sexo: indistinto | |||
· | |||
Estudios: Secundario completo. | |||
· | |||
Capacitación | |||
post contratación en: Uso de remachadora neumática, uso de crimpeadora | |||
Se encargara del armado general del producto, sus principales tareas serán atornillar, remachar, y realizar todos los ajustes necesarios para realizar la estructura del producto. También se encargara del plan de calibración y verificación final de la calidad de la impresora. | |||
<u>Área electrónica</u> | <u>Área electrónica</u> | ||
· | |||
Edad: 18 años en adelante | |||
<u>Área | |||
· | |||
Sexo: indistinto | |||
· | |||
Estudios: | |||
Secundario completo. Técnico electrónico/eléctrico | |||
Encargado del cableado interno del producto, conexión | |||
de plaquetas, motores, displays, etc. Deberá realizar las pruebas necesarias de | |||
funcionamiento eléctrico previo al ensamblado del producto. | |||
<u>Área administrativa/contable</u> | |||
· | |||
Edad: 25 años en adelante | |||
· | |||
Sexo: indistinto | |||
· | |||
Estudios: Universitario completo. Contador público | |||
Encargado del pago de salarios y del área contable de la empresa . | |||
=== Sistemas de Mantenimiento === | === Sistemas de Mantenimiento === | ||
Impresora 3D convencional: | ''Impresora 3D convencional:'' | ||
* Limpieza del vidrio porta piezas después de cada impresión | * Limpieza del vidrio porta piezas después de cada impresión | ||
* Lubricación con aceite de varillas lisas cada 3 semanas | * Lubricación con aceite de varillas lisas cada 3 semanas | ||
| Línea 137: | Línea 312: | ||
* Verificación de tensión de la correa cada 1 mes | * Verificación de tensión de la correa cada 1 mes | ||
* Re-calibración cada 2 meses | * Re-calibración cada 2 meses | ||
Cortadora láser: | ''Cortadora láser:''<ref>http://diymania.es/content/8-riesgos-precauciones-y-mantenimiento-corte-laser-</ref> | ||
* Sacar la malla metálica y limpiar los restos que pueda haber de cortes anteriores. Siempre evitando tocar el foco del láser. | * Sacar la malla metálica y limpiar los restos que pueda haber de cortes anteriores. Siempre evitando tocar el foco del láser. | ||
* Ajustar el tubo flexible del extractor a la parte trasera del láser en caso de ser necesario, buscando siempre obtener el mayor flujo de aire | * Ajustar el tubo flexible del extractor a la parte trasera del láser en caso de ser necesario, buscando siempre obtener el mayor flujo de aire | ||
* Revisar conexiones de agua aire y gas semanalmente | * Revisar conexiones de agua aire y gas semanalmente | ||
* Limpiar el lente óptico en caso de notar irregularidades en las piezas trabajadas | * Limpiar el lente óptico en caso de notar irregularidades en las piezas trabajadas | ||
Cortadora sensitiva: | ''Cortadora sensitiva:''<ref>http://diymania.es/content/8-riesgos-precauciones-y-mantenimiento-corte-laser-</ref> | ||
* Limpieza con paño seco esporadicamente | * Limpieza con paño seco esporadicamente | ||
* Guardado en lugar seco | * Guardado en lugar seco | ||
| Línea 155: | Línea 330: | ||
=== Especificaciones técnicas de las maquinas procesadoras de materia prima === | === Especificaciones técnicas de las maquinas procesadoras de materia prima === | ||
<u>Impresora 3D</u> | <u>Impresora 3D</u><ref>http://replikat.com.ar/</ref> | ||
* Marca: Replikat | * Marca: Replikat | ||
* Modelo: M5 extendida | * Modelo: M5 extendida | ||
| Línea 169: | Línea 344: | ||
[[Archivo:Impresora_replikat.png]] | [[Archivo:Impresora_replikat.png]] | ||
<u>Cortadora láser</u> | <u>Cortadora láser</u><ref>http://www.dtmaq.com.ar/</ref> | ||
* Modelo: cma4030 | * Modelo: cma4030 | ||
* Marca: Han's yueming | * Marca: Han's yueming | ||
| Línea 176: | Línea 351: | ||
* Area util: 400x300mm | * Area util: 400x300mm | ||
* Altura maxima: 110mm | * Altura maxima: 110mm | ||
* Velocidad maxima: | * Velocidad maxima: 100mm/s | ||
* Eje Z: motorizado, foco manual | * Eje Z: motorizado, foco manual | ||
* Medidas maquina: 730x450x640mm | * Medidas maquina: 730x450x640mm | ||
| Línea 188: | Línea 363: | ||
[[Archivo:Cortadora laser.jpg]] | [[Archivo:Cortadora laser.jpg]] | ||
<u>Cortadora sensitiva</u> | <u>Cortadora sensitiva</u><ref>http://www.dewalt.com.ar</ref> | ||
* Modelo: D28720 | * Modelo: D28720 | ||
* Marca: DeWalt | * Marca: DeWalt | ||
| Línea 198: | Línea 373: | ||
* Maxima profundidad de corte en perfil de seccion circular (nuestro uso): 130 mm a 90º y 115 mm a 45º | * Maxima profundidad de corte en perfil de seccion circular (nuestro uso): 130 mm a 90º y 115 mm a 45º | ||
[[Archivo:Cortadora sensitiva.png]] | [[Archivo:Cortadora sensitiva.png]] | ||
=== Consumo total de la planta === | |||
* <u>Energía eléctrica</u> | |||
[[Archivo:Consumo_energia_electricav2.png]] | |||
* <u>Agua</u> | |||
Si bien nuestros procesos productivos no involucran consumos de agua, contabilizaremos el agua utilizada para realizar limpiezas generales y el consumo que generará el del baño durante la jornada de trabajo. | |||
[[Archivo:Consumo de aguag5.png]] | |||
* <u>Gas</u> | |||
Nuestra planta no consumirá gas tanto en el proceso productivo como en las actividades generales. | |||
=== Balance anual de material === | === Balance anual de material === | ||
<u>'''Cortes de acrílico'''</u> | |||
Según nuestros piezas de acrílico requeridas calculamos la manera óptima de disponer los cortes para tener el menor % de desperdicio posible. Los resultados se muestran en la imagen siguiente: | |||
[[Archivo:Cortes_laser.png]] | |||
Obtenemos así que necesitaremos planchas de 240x400x3mm de las cuales obtendremos desperdicios del 3,958% por impresora. Este corte de placa se encuentra disponible en el mercado de proveedores, las medidas de este tamaño de corte no generan un costo adicional en el precio de la placa. | |||
La sumatoria de mm de corte es 2.520mm según el plano. | |||
Con la producción en régimen con un volumen de producción de 180/año concluimos: | |||
* Superficie total ingresada de acrílico: 17.280.000 mm² | |||
* Consumo real de acrílico: 16.596.000 mm² | |||
* Desperdicios totales: 684.000 mm² | |||
<u>'''Piezas impresas'''</u> | |||
Tendremos 5 tipos de piezas impresas: | |||
* 4 Ductos de ventilación del hotend | |||
[[Archivo:Ducto cooler.png]] | |||
* 4 soportes para el extrusor con 4 idlers | |||
[[Archivo:Extrusor pieza1.png]] | |||
[[Archivo:Extrusor pieza 2.png]] | |||
* 6 porta-motores | |||
[[Archivo:Porta motores.png]] | |||
* 20 porta-varillas | |||
[[Archivo:Portavarillas.png]] | |||
Al cargar todas las piezas necesarias para la realización de una impresora obtenemos los siguientes datos según el software de impresión 3D "CURA 15.04.06" : | |||
[[Archivo:Plato de impresion.png]] | |||
Tenemos un consumo de 700 gramos por maquina. Calculamos que por cada impresión se pierden 5 gramos de material debido a la purga que se debe realizar. Compraremos rollos de 5 kg ya que de las presentaciones que ofrecen los fabricantes es a la que mayor aprovechamiento podemos realizarle. | |||
En 5.000g/700g= 7 impresiones y sobran 100 gramos de los cuales 35 gramos se perderán en purga. Se precisaran 25,7 rollos al año. Por lo tanto se obtendran: | |||
Consumo real anual para 180 maquinas=180*700+180*5=126.900 g | |||
Desperdicios de no recuperables= 5g*180= 900g = 0.7% | |||
Desperdicios recuperables= 65g*25,7(rollos)= 1.670g = 1,3% | |||
Consumo bruto anual= 126.900g+1.670g= 128.570g | |||
<u>'''Varillas'''</u> | |||
La presentación mas económica y óptima para nuestros cortes de varillas lisas es de 10m tanto para las de Ø12mm como las de Ø8mm. En cuanto a las varillas roscadas M10 la presentación que nos conviene es de 1,5m (no encontramos proveedores que vendan en otros tamaños mayores) | |||
Tomamos 4 mm de desperdicio por corte debido al ancho de la sierra y a las rebabas producidas | |||
[[Archivo:Balance anual corregidog5.png]] | |||
=== Ritmo de trabajo === | |||
Consideraremos 365 días al año, 15 días de vacaciones en los que la planta permanecerá cerrada y 10 feriados. Contaremos con un turno diario de 8 horas de lunes a sabado. | |||
Días activos de maquinas por año= 6*52-10-15= 287 días | |||
Horas activas de maquinas por año=287*8 = 2.296 horas | |||
Horas al año trabajadas por cada operario = 2.296 horas | |||
=== Capacidad anual de la maquinaria === | |||
* '''''<u>Cortadora Láser:</u>''''' | |||
[[Archivo:Capacidad cortadora.png]] | |||
Por los resultados obtenidos podemos determinar que tenemos excesivas horas maquina de sobra en la cortadora láser, por lo tanto evaluaremos la posibilidad de dar servicios de corte y/o grabado láser. | |||
A su vez, vemos justificada la compra de la cortadora láser ya que nos permite la flexibilidad de probar nuevos diseños y mejoras. | |||
* '''''<u>Impresora 3D:</u>''''' | |||
[[Archivo:Capacidad impresora 3dg5.png]] | |||
Precisaremos contar con 4 impresoras 3D convencionales. | |||
* '''''<u>Cortadora sensitiva:</u>''''' | |||
[[Archivo:Capacidad sensitiva.png]] | |||
'''Cuello de botella:''' Queda determinado que el cuello de botella se produce en la impresión 3D de las piezas plásticas ya que es el proceso de mayor aprovechamiento. | |||
== Evolución de las mercaderías == | == Evolución de las mercaderías == | ||
=== Tiempos de entrega y envíos === | === Tiempos de entrega y envíos === | ||
Aprovecharemos que nuestro ritmo de producción puede ser variable ya que no es una producción en serie y lo ajustaremos en base a la demanda inmediata para así conseguir no stockearnos por más de | Aprovecharemos que nuestro ritmo de producción puede ser variable ya que no es una producción en serie y lo ajustaremos en base a la demanda inmediata para así conseguir no stockearnos por más de 6 unidades. De este modo podremos ofrecer entrega inmediata en caso de tener stock, ó en caso de un pico de demanda trabajaremos con lead times equivalentes a 2 días por cada maquina en fila de producción. En caso de producción regular trataremos de trabajar siempre con stock 0 | ||
El cliente podrá retirar el producto en planta y llevárselo por sus propios medios o tendrá la opción de pagar el envío a una empresa de distribución con la cual nosotros nos manejaremos. | El cliente podrá retirar el producto en planta y llevárselo por sus propios medios o tendrá la opción de pagar el envío a una empresa de distribución con la cual nosotros nos manejaremos. | ||
=== Cuadro evolución de la producción === | |||
[[Archivo:Evolucion de la produccion g5.png]] | |||
=== Tamaños y frecuencias de compras === | === Tamaños y frecuencias de compras === | ||
[[Archivo:Frecuencia de compra bksg5.png]] | |||
=== Cuadro evolución de mercaderias === | |||
[[Archivo:Evolucion de mercaderias corregido g5 V3.png]] | |||
== Equipos auxiliares, muebles y útiles == | |||
<u>Gerencia</u> | |||
El gerente contara con una silla ergonómica, un escritorio y una computadora con acceso a Internet con la cual desarrollar las funciones propias del puesto. Sumado a ésto, tendrá a su disposición elementos básicos de librería y un armario para guardar sus archivos. La gerencia dispondrá de aire acondicionado. | |||
<u>Sector de corte de varillas:</u> En este sector debemos tener una mesa utilizada específicamente para la cortadora sensitiva con un largo mayor a los 10 metros que ocuparan las varillas. También contara con 2 estanterías con trabas de seguridad para depositar las varillas ya cortadas que luego serán trasladadas según se requiera al sector de armado. Habrá un armario que contendrá todos los elementos referidos al mantenimiento de las maquinas tales como aceite, grasa grafitada y sellador de juntas. También se guardara en este armario los distintos discos de corte que utilizara la sensitiva. El operario de este sector trabajará en su función de procesado de la materia prima parado por lo tanto no requerirá una silla. Una vez finalizada dicha función diaria se trasladará al área de ensamblado y contribuirá con el armado mecánico donde dispondrá de un asiento. | |||
<u>Área de ensamblado</u> | |||
La zona en general contara con ventiladores industriales, estanterías para depositar los materiales tanto mecánicos como eléctricos y se dispondra de un carro tipo zorra para transportar el producto ya terminado a su correspondiente deposito. En cuanto a las subáreas en particular: | |||
* Armado mecánico | |||
El jefe de producción se desempeñará en paralelo como agente de compras, ya que el cumplimiento de una sola función le generaría mucho tiempo ocioso. Por este motivo detallaremos sus muebles y útiles en el sector de compras. Además del jefe, habrá un operario desarrollando tareas de ensamblaje durante toda la jornada laboral y contará con la ayuda parcial del operario de procesado de materia prima. Ambos contarán con sillas que les permitan un cómodo acceso a la mesa de trabajo, en la cual tendrán a su disposición una remachadora neumática, llaves Allen, Atornillador inalámbrico, calibre, computadora de medias/altas prestaciones y otras herramientas tales como alicate, pinza, destornillador manual y/o tijeras. | |||
* <u>Armado eléctrico</u> | |||
En éste sector se tendrá un operario fijo que se encargará del ensamble de los elementos electrónicos necesarios. Para dicha tarea necesitará una silla que le permita un cómodo acceso a la mesa de trabajo, en la cual tendrá a su disposición una crimpeadora, un voltímetro, un soldador de estaño, entre otras herramientas útiles para el puesto. También dispondrá de una computadora de medias/altas prestaciones para poder procesar y cargar el software del producto. | |||
<u>Oficina compartida</u> | |||
Este sector sera compartido a lo largo de toda la jornada por el jefe de compras, el jefe de ventas y el contador. Para ello, se necesitará una silla ergonómica, un escritorio, una computadora con acceso a Internet y un teléfono para cada uno. Habrá una impresora compartida por las 3 computadoras. La oficina estará equipada con armarios y estanterías para archivar todo tipo de documentación. La sala dispondrá de aire acondicionado . | |||
<u>Área I+D</u> | |||
El material necesario para este sector consiste en una silla ergonómica, un escritorio y una computadora con acceso a Internet de altas prestaciones para poder utilizar programas potentes de diseño. En paralelo a esto, tendrá a su disposición una pizarra con todo el material que este necesita para realizar planos y dibujos. En esta área se encontraran la cortadora láser y las impresoras 3D de producción por lo tanto habrá un armario disponible con todas las herramientas y elementos de mantenimiento de dichas maquinas. Este sector poseerá aire acondicionado y un ducto de extracción de aire detrás de la cortadora láser | |||
== Anteproyecto de planta == | |||
=== Layout de la planta[[Archivo:Layout plantav2g5.png]] === | |||
=== Diagrama de recorrido de materiales === | |||
[[Archivo:Referencias dir g5.png]] | |||
[[Archivo:Layout plantav dir separado .png]] | |||
== Cronograma de ejecución == | |||
[[Archivo:Cronograma de ejecucion g5.png]] | |||
== Bibliografía == | == Bibliografía == | ||
Revisión actual - 19:06 4 sep 2017
Determinación de la localización
Matriz de localización

La localización de nuestra planta de fabricación sera en el partido bonaerense General San Martín, lugar donde detectamos mayor facilidad de obtener nuestras variables más ponderadas

Definición técnica del producto
Planos
Vista Frontal

Vista Lateral

Vista Superior

Listado de materiales
- 4x motores PAP NEMA 17
- 10x motores PAP NEMA 23
- 4x varillas lisas Ø12X495 mm
- 4x varillas lisas Ø12X765 mm
- 2x varillas lisas Ø8X575 mm
- 4x varillas roscadas M10 X450 mm
- 1x plancha de aluminio 450X550X3 mm
- 2x tubos acero inox T304 Ø 38.1X1.5X500 mm
- 1x Banda transportadora de PVC 1500X500 mm
- 1x Gabinete de chapa 800x800x500mm (conjunto armable)
- 2x correa gt2 x1500mm
- 4x piezas de acrilico 275mmx50mmx3mm
- 8x piezas de acrilico 60mmx60mmx3mm
- 4x piezas de acrilico 70mmx30mmx3mm
- 1x Kit de soportes impresos en PLA x700 gramos. Este kit incluye:
- 4x soportes de extrusor
- 4x idlers de extrusor
- 4x ductos de cooler
- 20x porta varillas
- 6x portamotores
- 1x placa Arduino mega 2560
- 1x placa Ramps 1.4
- 4x Hotend E3D v6
- 1x Hotbed 30x30mm
- 4x Hobbed bold
- 1x Fuente switching 500w 220v-12v Imax=41,6 a
- 6x poleas gt2
- 1x Display LCD12864
- 8x Acoples Racor 1/2"
- 4x Acoples anti wobble
- 2x finales de carrera
- 16 x Rodamientos lineales Ø12mm
- 2 x Rodamientos 608zz
- 4x Tuercas bolas recirculantes M10
- 4x Funda cables x600mm
- 4x coolers 60x60x25mm
- 70~80 Tornillos M5
- 30~40 Remaches M5
- Cables Ø0.75x4000mm
- 30 fichas crimpeables
Especificaciones técnicas
- Área de impresión 500x∞x300 mm
- 4 Extrusores en serie
- Cinta transportadora que produce que uno de los ejes sea "infinito"
- Impresión mínima de capa: 0.05mm
- Tolerancia +-0.01mm
- Boquillas intercambiables entre 0.1 y 1mm
- Velocidad máxima de impresión 150mm/s
- Materiales que imprime: PLA, ABS, PET, HIPS, FILAFLEX, PLA (40% Fibra de carbono)
- Diametro del filamento: 1.75mm
- Temperatura hotend: 0-240ºC
- Temperatura hotbed: 0-100ºC
- Potencia eléctrica máxima consumida 500W
- Volumen total de la maquina 800x800x500mm
Normas Aplicables
Seguridad eléctrica y electrónica
Según la Secretaria de Comercio, en la Resolución Nº 508/2015, se exige que: "el equipamiento eléctrico de baja tensión que se comercializa dentro del país cuente con una certificación que acredite el cumplimiento de los requisitos esenciales de seguridad, y debe ser emitida por un Organismo de Certificación acreditado por el OAA (Organismo Argentino de Acreditación) y reconocido por el Gobierno Nacional."[1]
Entre otras cosas, esta resolución establece que es menester el cumplimiento de las normas IRAM o IEC que se les aplican a cada producto.
Esta resolución establece cuales son los sistemas de certificación ISO aplicables a cada tipo de equipamiento eléctrico. También es necesario proveer catalogo o folleto con datos técnicos correspondientes al producto que permitan la identificación completa.
El Instituto Argentino de Normalización y Certificación estipula que los requisitos de seguridad eléctrica y electrónica en los distintos productos no son de carácter electivo por parte del consumidor sino una garantía.[2]
Para efectuar las certificaciones necesarias es necesario ceñirse a la resolución de la misma secretaria (Resolución 92/98) de Lealtad Comercial, la cual determina los requisitos esenciales de seguridad que debe cumplir el equipamiento eléctrico de baja tensión para su comercialización. En esta misma se especifican como son estos procedimientos y sus plazos para lograr la correspondiente certificación. [3]
A su vez, la impresora deberá contar con el etiquetado correspondiente, brindándole al consumidor la información requerida, cumpliendo con la Resolución 731/87, en esta también se especifica como será la ficha de conexión a red, aún vigente al día de la fecha.[4]
Plan de ensayos
Distinguiremos 2 tipos de ensayos: los correspondientes a la calidad de impresión, y los propios de los elementos mecánicos
En cuanto a la calidad de impresión:
- Se imprimirá una pieza de calibración correspondiente a 4 cubos de 40x40x40mm cuyas caras poseen diversas formas geometricas tales como agujeros, relieves, etc. Esta prueba demorará 1 hora aproximadamente. Se corroborara con calibre que las verdaderas dimensiones de cada cubo sean 40x40x40mm +-0.01mm, con escuadra que sus caras estén a 90º respecto de las otras y se observara que la calidad superficial sea aceptable. En caso de que no cumpla con las dimensiones se procedera a verificar las partes mecánicas detalladas a continuación

En cuanto a los mecánicos:
- Verificaremos que el pandeo en todas las varillas sea nulo
- Regularemos la tensión y corriente comandada por los drivers de los motores PAP sea óptima, esto quiere decir, que tenga el torque necesario sin generar un sobrecalentamiento en la placa ni en el motor
- Verificaremos la tensión de las 2 correas
- Regularemos la tensión de la cinta transportadora de tal manera que no tenga holguras
- Utilizaremos una escuadra para verificar que todos los parantes de la estructura formen 90º, una diferencia de angulo podría generar impresiones deformadas
Estos ensayos, por el nivel de precisión requerido en las piezas que serán impresas por nuestro producto, deberán ser realizados en todas las máquinas producidas. El mínimo error de calibración en el armado producirá que las impresiones realizadas por las máquinas tengan ligeras deformaciones.
Acondicionamiento del producto
El producto sera entregado en una caja de OSB de 1000x1000x600mm rellena de perlas EPS para amortiguar posibles golpes durante el traslado
La impresora sera embalada en papel film para que las perlas de EPS no se depositen dentro de ella.
El producto sera entregado con 4 rollos de 1 kg de PLA cuyos colores seran elegidos por el cliente. También se entregara con una tarjeta SD y 4 boquillas de 0.4mm que son las standard de la impresión 3D


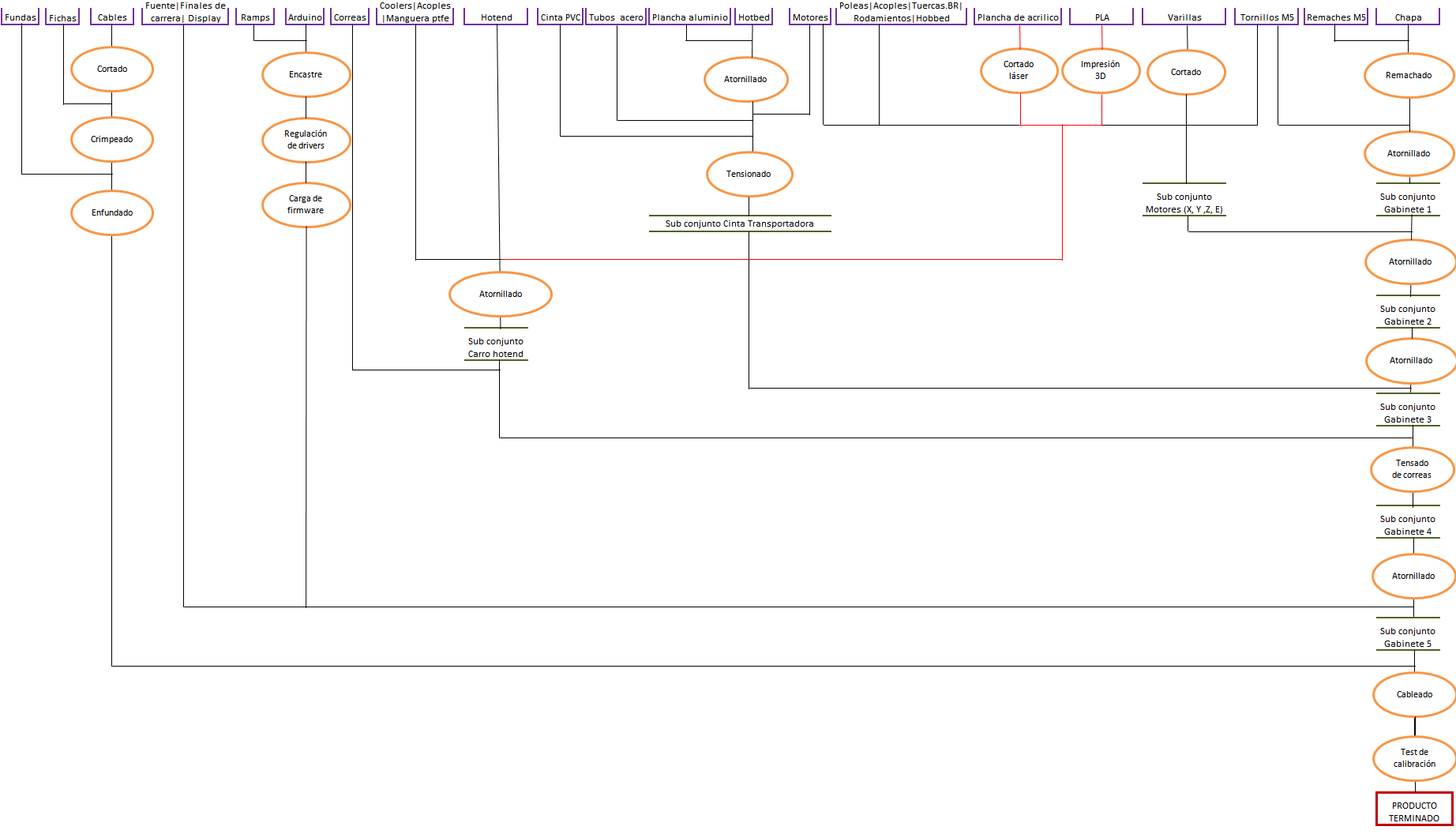
Proceso de producción
Cursograma sinoptico de procesos
 Tiempo de operaciones
Tiempo de operaciones


Listado de medios de fabricación
- Impresora 3D convencional
- Cortadora láser
- Cortadora sensitiva
- Remachadora neumatica
- Atornillador inalámbrico
- Crimpeadora
- Voltímetro
- Soldador de estaño
- Calibre
- Computadora de medias/altas prestaciones
- Otras herramientas tales como alicate, pinza, destornillador manual o tijera
Tercerizaremos los cortes de las chapas de la estructura, y el de la placa de aluminio que utilizaremos de base de impresión.
Organigrama

Calificación y formación de los operadores
Gerente General
· Edad: 45 años en adelante
· Sexo: Indistinto
· Estudios: Ingeniero Industrial/Mecanico
· Requisitos: 5 años de experiencia comprobable en el puesto
Responsable de elaborar y dirigir la planeación estratégica y planificación de producción, definir y difundir la política de la empresa así como los objetivos de calidad. Transmitir la misión y visión a todas las áreas involucradas en el proyecto. Máxima autoridad sobre la coordinación de los recursos humanos y de capital, para la satisfacción plena del cliente, del accionista y al personal que la integra.
Jefe de ventas
· Edad: 25 años en adelante
· Sexo: Indistinto
· Estudios: Carrera de grado terminada o últimos años. Administración de Empresas/Marketing
· Requisitos: Dominio del paquete Office y buen manejo del idioma inglés. Buena presencia ya que será la cara visible de la empresa.
· Capacitación post contratación: Manejo de programas utilizados por la empresa
Coordinar con el Gerente General para establecer políticas de ventas, verificar que los clientes estén satisfechos con el producto. Encargado del contacto con los potenciales compradores, visitas periódicas para presentar el portafolio de productos de la empresa. Debe ser profundamente capacitado sobre los productos desarrollados en el proyecto, acompañado de conocimientos técnicos al respecto.
Jefe de compras
· Edad: 25 años en adelante
· Sexo: Indistinto
· Estudios: Carrera de grado terminada o últimos años. Administracion de Empresas/Marketing
· Requisitos: Experiencia en negociación
Encargado de toda compra de materias primas y/o semielaborados utilizados en el proyecto. Analizar cotizaciones y presupuestos recibidos por los potenciales proveedores. Seguimiento de pedidos y pago a proveedores.
Área I+D
· Edad: 25 años en adelante
· Sexo: Indistinto
· Estudios: Diseñador industrial
· Requisitos: Experiencia comprobable en desarrollo de nuevos productos
Este empleado se encargara de desarrollar innovación en las operaciones y en los productos en forma permanente.
Operarios:
Serán 3 los operarios dentro del área de producción, encargados del armado y cableado de los productos y calibración final de los productos. Deberán cumplir con las asignaciones particulares otorgadas. Deberán revisar diariamente que el equipo y materiales que utilizan se encuentren en buen estado y comunicar de inmediato en caso de falla de maquinaria, y controlar y revisar las medidas de seguridad de la planta periódicamente.
Área de procesado de materia prima:
· Edad: 18 años en adelante
· Sexo: indistinto
· Estudios: Secundario completo. Técnico mecánico/electrónico
· Capacitación post contratación en: Uso de impresora 3D, uso de cortadora láser y cortadora sensitiva.
Área de ensamblado:
· Edad: 18 años en adelante
· Sexo: indistinto
· Estudios: Secundario completo.
· Capacitación post contratación en: Uso de remachadora neumática, uso de crimpeadora
Se encargara del armado general del producto, sus principales tareas serán atornillar, remachar, y realizar todos los ajustes necesarios para realizar la estructura del producto. También se encargara del plan de calibración y verificación final de la calidad de la impresora.
Área electrónica
· Edad: 18 años en adelante
· Sexo: indistinto
· Estudios: Secundario completo. Técnico electrónico/eléctrico
Encargado del cableado interno del producto, conexión de plaquetas, motores, displays, etc. Deberá realizar las pruebas necesarias de funcionamiento eléctrico previo al ensamblado del producto.
Área administrativa/contable
· Edad: 25 años en adelante
· Sexo: indistinto
· Estudios: Universitario completo. Contador público
Encargado del pago de salarios y del área contable de la empresa .
Sistemas de Mantenimiento
Impresora 3D convencional:
- Limpieza del vidrio porta piezas después de cada impresión
- Lubricación con aceite de varillas lisas cada 3 semanas
- Lubricación con grasa de litio a las varillas roscadas cada 2 meses
- Limpieza general cada 1 mes
- Verificación de tensión de la correa cada 1 mes
- Re-calibración cada 2 meses
Cortadora láser:[5]
- Sacar la malla metálica y limpiar los restos que pueda haber de cortes anteriores. Siempre evitando tocar el foco del láser.
- Ajustar el tubo flexible del extractor a la parte trasera del láser en caso de ser necesario, buscando siempre obtener el mayor flujo de aire
- Revisar conexiones de agua aire y gas semanalmente
- Limpiar el lente óptico en caso de notar irregularidades en las piezas trabajadas
Cortadora sensitiva:[6]
- Limpieza con paño seco esporadicamente
- Guardado en lugar seco
- Verificación y reajuste en caso de ser necesario de tornillos y pernos
- Lubricación mensual de:
- Eje de tornillo de la prensa
- Eje de rotación frontal de la prensa
- Lado deslizante de la pieza
Maquinas e instalaciones
Especificaciones técnicas de las maquinas procesadoras de materia prima
Impresora 3D[7]
- Marca: Replikat
- Modelo: M5 extendida
- Origen: Argentina
- Volumen de impresion: 230x230x400mm
- Materiales de impresión: PLA, ABS, Nylon, Flexible
- Dimensiones que ocupa la impresora en su totalidad: 460x460x600mm
- Boquillas intercambiables entre 0.1 mm y 1mm
- Velocidad máxima de impresión: 100mm/s
- Consumo de corriente máxima: 20 a
- Consumo de tension: 220V
- Fuente switching: 300W - 12 V 25 A

Cortadora láser[8]
- Modelo: cma4030
- Marca: Han's yueming
- Origen: China
- Potencia: 25 W
- Area util: 400x300mm
- Altura maxima: 110mm
- Velocidad maxima: 100mm/s
- Eje Z: motorizado, foco manual
- Medidas maquina: 730x450x640mm
- Tension de alimentación: 220v monofasico
- Consumo: 1200 W/h
- Peso: 77kg (112 kg con accesorios)
- Accesorios incluidos:
- Chiller industrial
- Extractor de humo
- Compresor

Cortadora sensitiva[9]
- Modelo: D28720
- Marca: DeWalt
- Origen: Estados Unidos
- Potencia: 2200 W
- Velocidad: 3800 rpm
- Tamaño de disco: 335mm (14'')
- Peso: 16kg
- Maxima profundidad de corte en perfil de seccion circular (nuestro uso): 130 mm a 90º y 115 mm a 45º

Consumo total de la planta
- Energía eléctrica

- Agua
Si bien nuestros procesos productivos no involucran consumos de agua, contabilizaremos el agua utilizada para realizar limpiezas generales y el consumo que generará el del baño durante la jornada de trabajo.

- Gas
Nuestra planta no consumirá gas tanto en el proceso productivo como en las actividades generales.
Balance anual de material
Cortes de acrílico
Según nuestros piezas de acrílico requeridas calculamos la manera óptima de disponer los cortes para tener el menor % de desperdicio posible. Los resultados se muestran en la imagen siguiente:

Obtenemos así que necesitaremos planchas de 240x400x3mm de las cuales obtendremos desperdicios del 3,958% por impresora. Este corte de placa se encuentra disponible en el mercado de proveedores, las medidas de este tamaño de corte no generan un costo adicional en el precio de la placa.
La sumatoria de mm de corte es 2.520mm según el plano.
Con la producción en régimen con un volumen de producción de 180/año concluimos:
- Superficie total ingresada de acrílico: 17.280.000 mm²
- Consumo real de acrílico: 16.596.000 mm²
- Desperdicios totales: 684.000 mm²
Piezas impresas
Tendremos 5 tipos de piezas impresas:
- 4 Ductos de ventilación del hotend

- 4 soportes para el extrusor con 4 idlers


- 6 porta-motores

- 20 porta-varillas

Al cargar todas las piezas necesarias para la realización de una impresora obtenemos los siguientes datos según el software de impresión 3D "CURA 15.04.06" :

Tenemos un consumo de 700 gramos por maquina. Calculamos que por cada impresión se pierden 5 gramos de material debido a la purga que se debe realizar. Compraremos rollos de 5 kg ya que de las presentaciones que ofrecen los fabricantes es a la que mayor aprovechamiento podemos realizarle.
En 5.000g/700g= 7 impresiones y sobran 100 gramos de los cuales 35 gramos se perderán en purga. Se precisaran 25,7 rollos al año. Por lo tanto se obtendran:
Consumo real anual para 180 maquinas=180*700+180*5=126.900 g
Desperdicios de no recuperables= 5g*180= 900g = 0.7%
Desperdicios recuperables= 65g*25,7(rollos)= 1.670g = 1,3%
Consumo bruto anual= 126.900g+1.670g= 128.570g
Varillas
La presentación mas económica y óptima para nuestros cortes de varillas lisas es de 10m tanto para las de Ø12mm como las de Ø8mm. En cuanto a las varillas roscadas M10 la presentación que nos conviene es de 1,5m (no encontramos proveedores que vendan en otros tamaños mayores)
Tomamos 4 mm de desperdicio por corte debido al ancho de la sierra y a las rebabas producidas

Ritmo de trabajo
Consideraremos 365 días al año, 15 días de vacaciones en los que la planta permanecerá cerrada y 10 feriados. Contaremos con un turno diario de 8 horas de lunes a sabado.
Días activos de maquinas por año= 6*52-10-15= 287 días
Horas activas de maquinas por año=287*8 = 2.296 horas
Horas al año trabajadas por cada operario = 2.296 horas
Capacidad anual de la maquinaria
- Cortadora Láser:

Por los resultados obtenidos podemos determinar que tenemos excesivas horas maquina de sobra en la cortadora láser, por lo tanto evaluaremos la posibilidad de dar servicios de corte y/o grabado láser.
A su vez, vemos justificada la compra de la cortadora láser ya que nos permite la flexibilidad de probar nuevos diseños y mejoras.
- Impresora 3D:

Precisaremos contar con 4 impresoras 3D convencionales.
- Cortadora sensitiva:

Cuello de botella: Queda determinado que el cuello de botella se produce en la impresión 3D de las piezas plásticas ya que es el proceso de mayor aprovechamiento.
Evolución de las mercaderías
Tiempos de entrega y envíos
Aprovecharemos que nuestro ritmo de producción puede ser variable ya que no es una producción en serie y lo ajustaremos en base a la demanda inmediata para así conseguir no stockearnos por más de 6 unidades. De este modo podremos ofrecer entrega inmediata en caso de tener stock, ó en caso de un pico de demanda trabajaremos con lead times equivalentes a 2 días por cada maquina en fila de producción. En caso de producción regular trataremos de trabajar siempre con stock 0
El cliente podrá retirar el producto en planta y llevárselo por sus propios medios o tendrá la opción de pagar el envío a una empresa de distribución con la cual nosotros nos manejaremos.
Cuadro evolución de la producción

Tamaños y frecuencias de compras

Cuadro evolución de mercaderias

Equipos auxiliares, muebles y útiles
Gerencia
El gerente contara con una silla ergonómica, un escritorio y una computadora con acceso a Internet con la cual desarrollar las funciones propias del puesto. Sumado a ésto, tendrá a su disposición elementos básicos de librería y un armario para guardar sus archivos. La gerencia dispondrá de aire acondicionado.
Sector de corte de varillas: En este sector debemos tener una mesa utilizada específicamente para la cortadora sensitiva con un largo mayor a los 10 metros que ocuparan las varillas. También contara con 2 estanterías con trabas de seguridad para depositar las varillas ya cortadas que luego serán trasladadas según se requiera al sector de armado. Habrá un armario que contendrá todos los elementos referidos al mantenimiento de las maquinas tales como aceite, grasa grafitada y sellador de juntas. También se guardara en este armario los distintos discos de corte que utilizara la sensitiva. El operario de este sector trabajará en su función de procesado de la materia prima parado por lo tanto no requerirá una silla. Una vez finalizada dicha función diaria se trasladará al área de ensamblado y contribuirá con el armado mecánico donde dispondrá de un asiento.
Área de ensamblado
La zona en general contara con ventiladores industriales, estanterías para depositar los materiales tanto mecánicos como eléctricos y se dispondra de un carro tipo zorra para transportar el producto ya terminado a su correspondiente deposito. En cuanto a las subáreas en particular:
- Armado mecánico
El jefe de producción se desempeñará en paralelo como agente de compras, ya que el cumplimiento de una sola función le generaría mucho tiempo ocioso. Por este motivo detallaremos sus muebles y útiles en el sector de compras. Además del jefe, habrá un operario desarrollando tareas de ensamblaje durante toda la jornada laboral y contará con la ayuda parcial del operario de procesado de materia prima. Ambos contarán con sillas que les permitan un cómodo acceso a la mesa de trabajo, en la cual tendrán a su disposición una remachadora neumática, llaves Allen, Atornillador inalámbrico, calibre, computadora de medias/altas prestaciones y otras herramientas tales como alicate, pinza, destornillador manual y/o tijeras.
- Armado eléctrico
En éste sector se tendrá un operario fijo que se encargará del ensamble de los elementos electrónicos necesarios. Para dicha tarea necesitará una silla que le permita un cómodo acceso a la mesa de trabajo, en la cual tendrá a su disposición una crimpeadora, un voltímetro, un soldador de estaño, entre otras herramientas útiles para el puesto. También dispondrá de una computadora de medias/altas prestaciones para poder procesar y cargar el software del producto.
Oficina compartida
Este sector sera compartido a lo largo de toda la jornada por el jefe de compras, el jefe de ventas y el contador. Para ello, se necesitará una silla ergonómica, un escritorio, una computadora con acceso a Internet y un teléfono para cada uno. Habrá una impresora compartida por las 3 computadoras. La oficina estará equipada con armarios y estanterías para archivar todo tipo de documentación. La sala dispondrá de aire acondicionado .
Área I+D
El material necesario para este sector consiste en una silla ergonómica, un escritorio y una computadora con acceso a Internet de altas prestaciones para poder utilizar programas potentes de diseño. En paralelo a esto, tendrá a su disposición una pizarra con todo el material que este necesita para realizar planos y dibujos. En esta área se encontraran la cortadora láser y las impresoras 3D de producción por lo tanto habrá un armario disponible con todas las herramientas y elementos de mantenimiento de dichas maquinas. Este sector poseerá aire acondicionado y un ducto de extracción de aire detrás de la cortadora láser
Anteproyecto de planta
Layout de la planta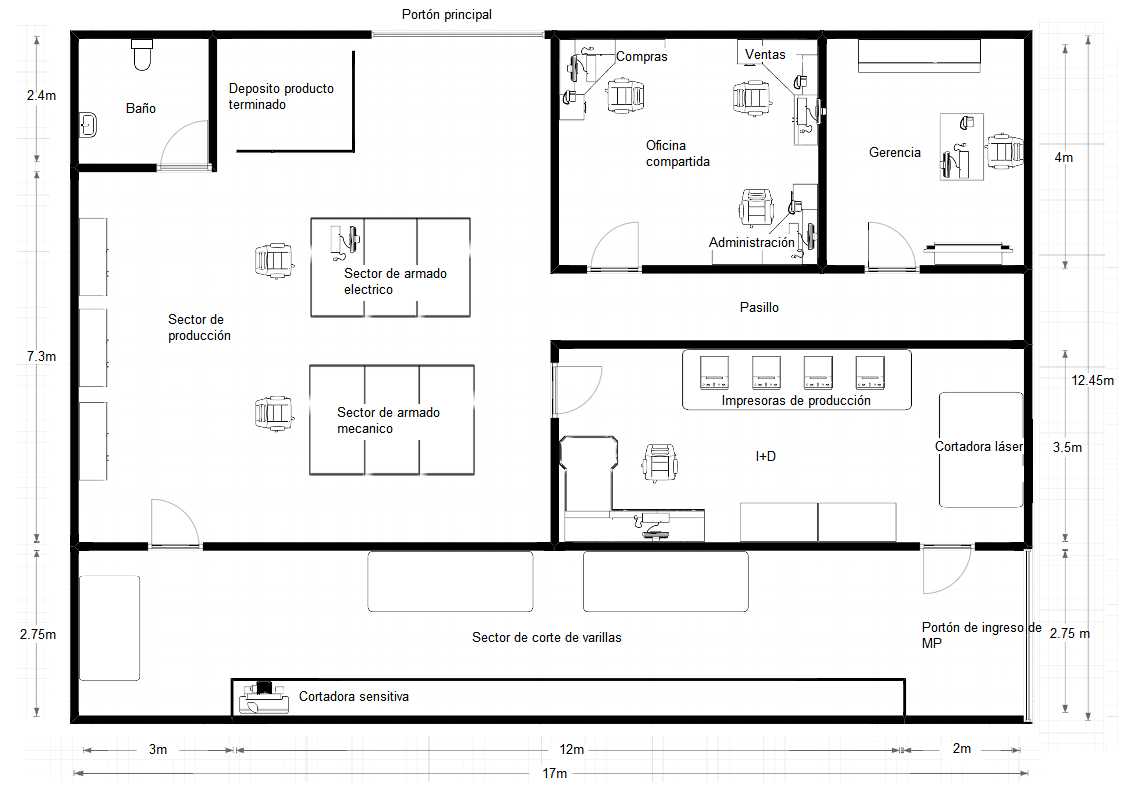

Diagrama de recorrido de materiales


Cronograma de ejecución

Bibliografía
- ↑ https://www.inti.gob.ar/certificaciones/c-seguridadElectrica.htm
- ↑ http://site.iram.org.ar/sites/iram-org-ar/index.php?IDM=54&mpal=25
- ↑ http://servicios.infoleg.gob.ar/infolegInternet/anexos/45000-49999/49285/texact.htm
- ↑ http://servicios.infoleg.gob.ar/infolegInternet/anexos/165000-169999/168142/norma.htm
- ↑ http://diymania.es/content/8-riesgos-precauciones-y-mantenimiento-corte-laser-
- ↑ http://diymania.es/content/8-riesgos-precauciones-y-mantenimiento-corte-laser-
- ↑ http://replikat.com.ar/
- ↑ http://www.dtmaq.com.ar/
- ↑ http://www.dewalt.com.ar