Diferencia entre revisiones de «2018/Grupo2/DimensionamientoTecnico»
Sin resumen de edición |
|||
| (No se muestran 17 ediciones intermedias de 4 usuarios) | |||
| Línea 8: | Línea 8: | ||
=== Planos === | === Planos === | ||
Debido a la gama de modelos de productos que pensamos proporcionar, según los modelos de autos del mercado que hemos seleccionado, las medidas y especificaciones irán variando. | |||
[[Archivo:Plano9.png|centre|thumb|521x521px]] | |||
=== Otras especificaciones técnicas === | === Otras especificaciones técnicas === | ||
Tal como mencionamos antes, las especificaciones podrán variar según los modelos. Las variaciones que se pueden encontrar son: | |||
* Con o sin búlbo de temperatura. | |||
* Para vehículos con o sin Aire acondicionado | |||
* Variación en las distancias de los sistemas de agarre | |||
* Variaciones de espesor, de ancho y de largo. | |||
=== Formación === | === Formación === | ||
El radiador se conforma basicamente por un entramado de aluminio, en el cual se insertan tubos de aluminio por el cual va a circular el líquido refrigerante. Además cuenta con dos tanques laterales, uno de entrada y otro de salida del liquido de refrigeración. Dichos elementos, se ensamblan al entramado de aluminio con sus respectivos tubos colocándose además una junta que permite un agarre resistente. | |||
* Entramado de Aluminio: Se compran las bobinas de aluminio que van a ser caladas en el balancín para que puedan encastrarse los tubos. Cuanto mas superficie de contacto entre el entramado y el tubo, mayor discipación de calor. | |||
* Tubos de aluminio: Se consiguen del mismo fabricante de bobinas y se colocan manualmente dentro del entramado. Luego, pasan por una máquina expansora que permite darle mayor superficie de contacto. | |||
* Juntas y tanques laterales: Se consiguen de proveedores, según los distintos modelos de radiador. Se ensamblan en planta con las maquinas correspondientes. | |||
=== Diagrama arbóreo === | === Diagrama arbóreo === | ||
[[Archivo:Diagarboreo9.png|centre|frame]] | |||
=== Ensayos a realizar === | === Ensayos a realizar === | ||
* Ensayo de presión: Al final del proceso productivo de la pieza, se hace una prueba de calidad que consta en verificar el sellado en vacío del radiador. Para eso la máquina inyecta aire en el radiador y luego evalúa la presión para verificar que no haya pérdidas. | |||
==== Pedidos ==== | |||
Los pedidos serán realizados mediante un sistema informático con el que va a contar cada uno de nuetros clientes. El sistema contará con un catálogo de piezas, con las descripciones y especificaciones correspondientes, acompañadas de un código de pieza distintivo de cada una. De esta manera, buscamos lograr una mejor atención achicando el margen de error a la hora de responder a la necesidad de los clientes. | |||
== Definición del proceso de producción == | == Definición del proceso de producción == | ||
=== Diagrama de flujo del proceso === | |||
[[Archivo:.3.png|centre]] | |||
=== Descripción de cada etapa === | |||
1ra Etapa: Corte en Balancín | |||
En esta primera etapa un rollo de aluminio, de espesor 0.08, | |||
va pasando por el balancín y es perforado y cortado en láminas de acuerdo a la | |||
medida que sea necesaria para el tipo de radiador que se esté produciendo. | |||
2da Etapa: Entubado de laminas | |||
Mientras estas laminas van saliendo del balancín ya | |||
perforadas y cortadas el operario coloca tubos en las ranuras de la lamina donde | |||
forma el cuerpo del radiador, esto es las laminas en paralelo unidas por los tubos. | |||
3ra Etapa: Expansión de tubos | |||
En esta etapa se utiliza un sistema de lanzas expansoras (que | |||
son previamente lubricadas por un sistema de tubos que se activan previamente a | |||
la activación del sistema) que se insertan por los tubos y así aumentan el diámetro | |||
del mismo, logrando una unión mas fuerte, con mas contacto ayudando así a la | |||
disipación del calor, que necesitara el radiador cuando este en uso. | |||
4ra Etapa | |||
Se le coloca unos cabezales a la pieza y luego con la | |||
maquina expansora de cabezales, usando un sistema similar de lanzas expansoras, | |||
se expande los tubos en la zona de los cabezales logrando que la pieza quede | |||
perfectamente unida a los cabezales. | |||
5ta Etapa | |||
En esta etapa se realiza el | |||
crimpiado del tanque del radiador (parte superior), a la pieza con los | |||
cabezales ya colocados se le une un tubo prediseñado que tendrá la función de | |||
conectar al radiador con el resto del motor del auto. | |||
6ta Etapa | |||
En esta etapa se finaliza el radiador, se realiza el segundo | |||
crimpiado, esta vez de la parte inferior del radiador, a la pieza con los | |||
cabezales ya colocados se le une un tubo prediseñado que tendrá la función de | |||
conectar al radiador con el resto del motor del auto | |||
7ta Etapa | |||
El final del proceso, es el momento en el que se controla | |||
que el producto este en perfectas condiciones. Se hace un control completo a | |||
todos los radiadores que se fabrican, principalmente en los primeros meses de | |||
producción, para detectar cualquier falla que pueda producirse | |||
=== Calificación y formación de operadores === | === Calificación y formación de operadores === | ||
| Línea 103: | Línea 171: | ||
grandes proporciones en el gasto energético, despreciando de esta manera el | grandes proporciones en el gasto energético, despreciando de esta manera el | ||
gasto ocasionado por teléfonos, cafetera, heladeras, iluminación | gasto ocasionado por teléfonos, cafetera, heladeras, iluminación | ||
(mayoritariamente tecnología LED, que favorece el ahorro energético), microondas, etc. | (mayoritariamente tecnología LED, que favorece el ahorro energético), microondas, etc. | ||
Archivo:Consumo energetico.PNG | [[Archivo:Consumo energetico.PNG|centre|frame]] | ||
==== Agua y otros servicios. ==== | ==== Agua y otros servicios. ==== | ||
| Línea 112: | Línea 179: | ||
Como servicios externos a la energía y el agua, se utilizaran los servicios de Internet, telefonía. Los cuales se van a contratar una empresa especializada para que nos brinden los mismos. | Como servicios externos a la energía y el agua, se utilizaran los servicios de Internet, telefonía. Los cuales se van a contratar una empresa especializada para que nos brinden los mismos. | ||
=== Mantenimiento y sistemas de seguridad === | |||
==== Tipo de mantenimiento ==== | |||
El mantenimiento va a ser una pieza fundamental para que el proceso de fabricación no sufra ningún inconveniente. Para poder evitar esto posibles | |||
sucesos, se implementa mantenimiento en preventivo en todas las maquinarias, como también un control periódico del estado de la zorra, apilador y fundamentalmente | |||
las estanterías, ya que una falla por desgaste o sobrepeso podría generar una pérdida importante material y un riesgo en los operarios. | |||
Por lo tanto, se va a realizar un tipo de mantenimiento preventivo para poder asegurar la disponibilidad y confiabilidad de las operaciones mediante un óptimo mantenimiento. Se necesita del conocimiento de la vida útil de la maquinaria, del constante análisis de los procesos y principalmente del estricto cumplimiento de las actividades. | |||
Teniendo en cuenta que este tipo de mantenimiento, no reduce en su totalidad la posibilidad de que sucedan inconvenientes. Ante un imprevisto, se realizará un mantenimiento correctivo, teniendo la obligación de detener periódicamente la producción, aunque esto genere pérdida monetaria y de tiempo. Es por este motivo, que se busca minimizar al máximo posible la ocurrencia de sucesos inesperados. Una forma es capacitando al personal para que realice la tarea de forma correcta y prolija, sin dañar la maquinaria. | |||
==== Sistema de seguridad ==== | |||
De los sistemas de seguridad que sevan a implementar, se pueden diferenciar distintos tipos: | |||
* Por un lado, la señalización de seguridad que se establecerá con el propósito de indicar la existencia de riesgos y las medidas a adoptar ante los mismos. Esta se empleará con el objetivo de que el riesgo que se indica sea fácilmente advertido o identificado. | |||
* Por otro lado, contar con matafuegos en toda la superficie de trabajo, para poder ser utilizados ante cualquier inconveniente el tipo de matafuego necesario. | |||
* Algo que va a ser necesario para brindar seguridad en los procesos, la capacitación del personal, como también, alcanzar el mayor orden y limpieza posible en el área de trabajo. | |||
* Fundamental en todo proceso, como última medida para minimizar los riesgos son los elementos de protección personal, que su uso será obligatorio para todos los operarios. | |||
* Por último, lo de mayor importancia será el supervisor que tiene como función principal encargarse de que se cumplan todas las normas preestablecidas, para evitar cualquier accidente. | |||
=== Ejercicio 1-5 === | |||
<gallery> | |||
Archivo:Ej 1.PNG | |||
</gallery><gallery> | |||
Archivo:Ej 2.PNG | |||
</gallery><gallery> | |||
Archivo:Ej 3-4-5.PNG | |||
</gallery> | |||
== Determinación de la evolución de las mercaderías == | == Determinación de la evolución de las mercaderías == | ||
=== Tiempos de entrega y envío de mercaderías === | === Tiempos de entrega y envío de mercaderías === | ||
'''Sistema | |||
de envíos programados''' | |||
Dadas las exigencias del mercado, planeamos acordar con los clientes un | |||
programa de envíos trimestral a cambio de un descuento adicional con el | |||
objetivo de mejorar el servicio y alcanzar una mejor organización interna. El | |||
vendedor a cargo, negociará las cantidades para determinado trimestre y | |||
acordará también el día de entrega. | |||
Ejemplo: | |||
· | |||
Recepción del pedido: 01/01 | |||
-1000 radiadores Febrero | |||
-1000 | |||
radiadores marzo | |||
-1000 radiadores | |||
Abril | |||
TOTAL | |||
TRIMESTRE: 3000 | |||
Exigencias: | |||
Entregar el día Jueves de la primer semana de cada mes. | |||
'''Sistema | |||
de envíos tradicionales''' | |||
Para satisfacer la demanda tradicional que puede surgir de un cliente que por | |||
ejemplo, vendió más de lo normal, contamos con un sistema de envíos en el cual | |||
se realizan despachos tres veces por semana. (días Lunes, Martes y Miércoles). | |||
El manejo de este flujo de información está en manos del grupo de vendedores | |||
que está distribuido en las distintas zonas acompañado del sistema informatico | |||
con el que los clientes cuentan. | |||
=== Tamaño y frecuencias de compras === | |||
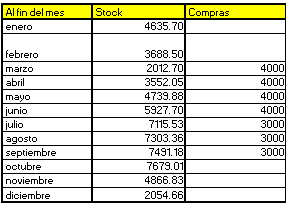
Tal como se ve en el cuadro comenzaremos la producción con un stock de 6000 unidades. Al 3er mes, realizaremos una compra | |||
de 4000 unidades y seguiremos el ciclo de compras reflejado hasta el mes de | |||
Septiembre. A partir de este punto, podremos continuar la producción sin | |||
realizar compras, debido al stock acumulado. | |||
Determinacion del stock promedio de materia prima y el programa de compras Se comienza con un Stock minimo de 5000 Kg de MP | |||
=== Tamaño y frecuencias de compras === | === Tamaño y frecuencias de compras === | ||
=== Evolución de la producción === | |||
[[Archivo:Foto1.png|485x485px]] | |||
* Volúmenes de producción mensual promedio = 42000 u / 11.5 meses = 3652.17 u/mes | |||
* Volumen de produccion durante el periodo de puesta en marcha = 6999.13 | |||
* Volumen de producción durante el resto del año 1: 27391.30 u | |||
* Volumen produccion en el año 1: 34330.43 u | |||
* Volumen de produccion anual del año 2 a 5: 42000 u | |||
=== Stock Promedio === | |||
** Volumen de produccion semanal promedio en estado de regimen: | |||
*** Semanas por año 52 - 2 =50 | |||
*** Unidades por semana: 42000 unid/año / 50 semanas/año = 840 u/semana | |||
*** Se entrega cada 3 semanas y el stock de seguridad es de cero semanas, por ende el stock varia de 0 a 280 unidades, es decir, '''140 unidades promedio''' | |||
=== Evolucion de las ventas === | |||
Se determina con los datos anteriores que: | |||
** Ventas del Año 1 34330 u - 140 u = 34190 | |||
** Ventas del Año 2 a 5 420000 u | |||
=== Consumo de Materia Prima === | |||
Tiempo que demanda el ciclo de elaboracion del ritmo normal = 2 min | |||
Ciclos de elaboración: (11,5 meses/año * 4 semanas/mes * 5 dias/semana * 7 horas/dias * 60 min/hora) / 2 minxciclo = 48300 | |||
[[Archivo:Fotos3.png]] | |||
=== Volumen de Materia Prima requerido === | |||
* Total Consumo de MP año 1: 37030.61 u | |||
* Total Consumo de MP año 2: 43680 u | |||
=== Programa de Compras === | |||
**Determinacion del stock promedio de materia prima y el programa de compras | |||
**Se comienza con un Stock minimo de 5000 Kg de MP | |||
**Stock minimo de MP: 43680 / 11.5 meses = 3798.26 | |||
**Sumatoria stock mensual: 61067.11 | |||
**Stock promedio: 5088.93 | |||
**Meses de consumo: 5088.93/3798.26 = 1.34 [[Archivo:Fotos4.png|400x400px]] | |||
[[Archivo:Ej10Grafico.png|centre|frame]] | |||
=== Cuadro Resumen === | |||
[[Archivo:Fotos5.png]] | |||
== Determinación de personal == | == Determinación de personal == | ||
==== Organigrama ==== | ==== Organigrama ==== | ||
[[Archivo:Organ.png|centre|thumb|600x600px]] | |||
==== Personal ==== | ==== Personal ==== | ||
| Línea 553: | Línea 744: | ||
|} | |} | ||
= Anteproyecto de Planta = | |||
[[Archivo:Planta.png|centre|frame|Plano de Planta]] | |||
[[Archivo:Planta2.png|centre|frame|Plano de Recorrido de Materiales]] | |||
= Cronograma de ejecución = | |||
[[Archivo:Gantt9.png|centre|frame]] | |||
Revisión actual - 15:55 17 sep 2018
Determinación de la Localización
Matriz de localización


Definición técnica del producto
Planos
Debido a la gama de modelos de productos que pensamos proporcionar, según los modelos de autos del mercado que hemos seleccionado, las medidas y especificaciones irán variando.

Otras especificaciones técnicas
Tal como mencionamos antes, las especificaciones podrán variar según los modelos. Las variaciones que se pueden encontrar son:
- Con o sin búlbo de temperatura.
- Para vehículos con o sin Aire acondicionado
- Variación en las distancias de los sistemas de agarre
- Variaciones de espesor, de ancho y de largo.
Formación
El radiador se conforma basicamente por un entramado de aluminio, en el cual se insertan tubos de aluminio por el cual va a circular el líquido refrigerante. Además cuenta con dos tanques laterales, uno de entrada y otro de salida del liquido de refrigeración. Dichos elementos, se ensamblan al entramado de aluminio con sus respectivos tubos colocándose además una junta que permite un agarre resistente.
- Entramado de Aluminio: Se compran las bobinas de aluminio que van a ser caladas en el balancín para que puedan encastrarse los tubos. Cuanto mas superficie de contacto entre el entramado y el tubo, mayor discipación de calor.
- Tubos de aluminio: Se consiguen del mismo fabricante de bobinas y se colocan manualmente dentro del entramado. Luego, pasan por una máquina expansora que permite darle mayor superficie de contacto.
- Juntas y tanques laterales: Se consiguen de proveedores, según los distintos modelos de radiador. Se ensamblan en planta con las maquinas correspondientes.
Diagrama arbóreo

Ensayos a realizar
- Ensayo de presión: Al final del proceso productivo de la pieza, se hace una prueba de calidad que consta en verificar el sellado en vacío del radiador. Para eso la máquina inyecta aire en el radiador y luego evalúa la presión para verificar que no haya pérdidas.
Pedidos
Los pedidos serán realizados mediante un sistema informático con el que va a contar cada uno de nuetros clientes. El sistema contará con un catálogo de piezas, con las descripciones y especificaciones correspondientes, acompañadas de un código de pieza distintivo de cada una. De esta manera, buscamos lograr una mejor atención achicando el margen de error a la hora de responder a la necesidad de los clientes.
Definición del proceso de producción
Diagrama de flujo del proceso

Descripción de cada etapa
1ra Etapa: Corte en Balancín
En esta primera etapa un rollo de aluminio, de espesor 0.08, va pasando por el balancín y es perforado y cortado en láminas de acuerdo a la medida que sea necesaria para el tipo de radiador que se esté produciendo.
2da Etapa: Entubado de laminas
Mientras estas laminas van saliendo del balancín ya perforadas y cortadas el operario coloca tubos en las ranuras de la lamina donde forma el cuerpo del radiador, esto es las laminas en paralelo unidas por los tubos.
3ra Etapa: Expansión de tubos
En esta etapa se utiliza un sistema de lanzas expansoras (que son previamente lubricadas por un sistema de tubos que se activan previamente a la activación del sistema) que se insertan por los tubos y así aumentan el diámetro del mismo, logrando una unión mas fuerte, con mas contacto ayudando así a la disipación del calor, que necesitara el radiador cuando este en uso.
4ra Etapa
Se le coloca unos cabezales a la pieza y luego con la maquina expansora de cabezales, usando un sistema similar de lanzas expansoras, se expande los tubos en la zona de los cabezales logrando que la pieza quede perfectamente unida a los cabezales.
5ta Etapa
En esta etapa se realiza el crimpiado del tanque del radiador (parte superior), a la pieza con los cabezales ya colocados se le une un tubo prediseñado que tendrá la función de conectar al radiador con el resto del motor del auto.
6ta Etapa
En esta etapa se finaliza el radiador, se realiza el segundo crimpiado, esta vez de la parte inferior del radiador, a la pieza con los cabezales ya colocados se le une un tubo prediseñado que tendrá la función de conectar al radiador con el resto del motor del auto
7ta Etapa
El final del proceso, es el momento en el que se controla que el producto este en perfectas condiciones. Se hace un control completo a todos los radiadores que se fabrican, principalmente en los primeros meses de producción, para detectar cualquier falla que pueda producirse
Calificación y formación de operadores
Formación
Diagrama de flujo del proceso
Determinación de las máquinas e instalaciones
Especificaciones de máquinas e instalaciones.
Máquinas.
- Balancín: Este tipo de balancines tiene la característica de que se ajusta la velocidad según la producción con la que se va a trabajar.
Dimensiones: 6500x2500x2330 (Mm.)
Presión: 450Kn.
Peso total: 6000Kg.
Potencia del motor: 5,5 Kw.
- Expansora: Proceso rápido, adaptado a la producción esperada.
Peso total:2300Kg.
Potencia del motor: 4,2Kw
- Expansora de cabezal:
Peso total: 2060Kg.
Potencial del motor: 5,2Kw.
- Crimpadora de tanque:
Peso total: 1800Kg.
Potencia: 3Kw.
- Banco de pruebas:
Peso total: 850Kg.
Potencia: 15Kw.
- Compresor de tornillos:
Peso total: 370Kg.
Potencia: 25Kw.
Presión: 6 a 15 Bar.
- Compresor de aire comprimido:
Peso total: 500kg.
Potencia: 22Kw.
Capacidad: 1000L.
Sobre presión máxima admisible: 16 Bar.
- Secadores de aire comprimido: Se utilizan los ¨Secotec¨ de Kaeser, que solo consumen energía cuando hay realmente demanda de aire comprimido seco. Tienen clasificación A en consumo de energía.
Peso total: 287Kg.
Perdida de presión: 1,7 Bar.
Dimensiones: 759x1125x1187 (mm.)
Potencia: 1,4Kw.
Instalaciones.
- Zorra hidraulica:
Capacidad de carga: 2000Kg.
Medida de las uñas: 1220x685 (mm.)
- Apilador:
Potencia motor tracción: 0,45Kw.
Potencia motor elevación: 2,2Kw.
Capacidad de carga: 1000Kg.
Elevación máxima: 2840Mm.
Dimensiones palas: 60x150x1150 (mm.)
- Estanterías:
Carga por rack: 750Kg.
Carga total: 2250Kg.
Consumos.
Energía.
En el consumo de energía se tiene en cuenta los factores que influyen en grandes proporciones en el gasto energético, despreciando de esta manera el gasto ocasionado por teléfonos, cafetera, heladeras, iluminación (mayoritariamente tecnología LED, que favorece el ahorro energético), microondas, etc.

Agua y otros servicios.
Según datos obtenidos de industrias que utilizan el agua, pero sin utilizar la misma como materia prima, el consumo es de aproximadamente 80 litros por persona en un turno de 8 horas. Con este fundamente y teniendo en cuenta que hay un único turno de 8 horas y 8 empleados en el mismo, el consumo diario es de 640 litros. Mensualmente se consumen alrededor de 12.800 litros (suponiendo 20 días laborales).
Como servicios externos a la energía y el agua, se utilizaran los servicios de Internet, telefonía. Los cuales se van a contratar una empresa especializada para que nos brinden los mismos.
Mantenimiento y sistemas de seguridad
Tipo de mantenimiento
El mantenimiento va a ser una pieza fundamental para que el proceso de fabricación no sufra ningún inconveniente. Para poder evitar esto posibles sucesos, se implementa mantenimiento en preventivo en todas las maquinarias, como también un control periódico del estado de la zorra, apilador y fundamentalmente las estanterías, ya que una falla por desgaste o sobrepeso podría generar una pérdida importante material y un riesgo en los operarios.
Por lo tanto, se va a realizar un tipo de mantenimiento preventivo para poder asegurar la disponibilidad y confiabilidad de las operaciones mediante un óptimo mantenimiento. Se necesita del conocimiento de la vida útil de la maquinaria, del constante análisis de los procesos y principalmente del estricto cumplimiento de las actividades.
Teniendo en cuenta que este tipo de mantenimiento, no reduce en su totalidad la posibilidad de que sucedan inconvenientes. Ante un imprevisto, se realizará un mantenimiento correctivo, teniendo la obligación de detener periódicamente la producción, aunque esto genere pérdida monetaria y de tiempo. Es por este motivo, que se busca minimizar al máximo posible la ocurrencia de sucesos inesperados. Una forma es capacitando al personal para que realice la tarea de forma correcta y prolija, sin dañar la maquinaria.
Sistema de seguridad
De los sistemas de seguridad que sevan a implementar, se pueden diferenciar distintos tipos:
- Por un lado, la señalización de seguridad que se establecerá con el propósito de indicar la existencia de riesgos y las medidas a adoptar ante los mismos. Esta se empleará con el objetivo de que el riesgo que se indica sea fácilmente advertido o identificado.
- Por otro lado, contar con matafuegos en toda la superficie de trabajo, para poder ser utilizados ante cualquier inconveniente el tipo de matafuego necesario.
- Algo que va a ser necesario para brindar seguridad en los procesos, la capacitación del personal, como también, alcanzar el mayor orden y limpieza posible en el área de trabajo.
- Fundamental en todo proceso, como última medida para minimizar los riesgos son los elementos de protección personal, que su uso será obligatorio para todos los operarios.
- Por último, lo de mayor importancia será el supervisor que tiene como función principal encargarse de que se cumplan todas las normas preestablecidas, para evitar cualquier accidente.
Ejercicio 1-5

Determinación de la evolución de las mercaderías
Tiempos de entrega y envío de mercaderías
Sistema de envíos programados
Dadas las exigencias del mercado, planeamos acordar con los clientes un programa de envíos trimestral a cambio de un descuento adicional con el objetivo de mejorar el servicio y alcanzar una mejor organización interna. El vendedor a cargo, negociará las cantidades para determinado trimestre y acordará también el día de entrega.
Ejemplo:
· Recepción del pedido: 01/01
-1000 radiadores Febrero
-1000 radiadores marzo
-1000 radiadores Abril
TOTAL TRIMESTRE: 3000
Exigencias: Entregar el día Jueves de la primer semana de cada mes.
Sistema
de envíos tradicionales
Para satisfacer la demanda tradicional que puede surgir de un cliente que por ejemplo, vendió más de lo normal, contamos con un sistema de envíos en el cual se realizan despachos tres veces por semana. (días Lunes, Martes y Miércoles). El manejo de este flujo de información está en manos del grupo de vendedores que está distribuido en las distintas zonas acompañado del sistema informatico con el que los clientes cuentan.
Tamaño y frecuencias de compras
Tal como se ve en el cuadro comenzaremos la producción con un stock de 6000 unidades. Al 3er mes, realizaremos una compra de 4000 unidades y seguiremos el ciclo de compras reflejado hasta el mes de Septiembre. A partir de este punto, podremos continuar la producción sin realizar compras, debido al stock acumulado.
Determinacion del stock promedio de materia prima y el programa de compras Se comienza con un Stock minimo de 5000 Kg de MP
Tamaño y frecuencias de compras
Evolución de la producción

- Volúmenes de producción mensual promedio = 42000 u / 11.5 meses = 3652.17 u/mes
- Volumen de produccion durante el periodo de puesta en marcha = 6999.13
- Volumen de producción durante el resto del año 1: 27391.30 u
- Volumen produccion en el año 1: 34330.43 u
- Volumen de produccion anual del año 2 a 5: 42000 u
Stock Promedio
- Volumen de produccion semanal promedio en estado de regimen:
- Semanas por año 52 - 2 =50
- Unidades por semana: 42000 unid/año / 50 semanas/año = 840 u/semana
- Se entrega cada 3 semanas y el stock de seguridad es de cero semanas, por ende el stock varia de 0 a 280 unidades, es decir, 140 unidades promedio
- Volumen de produccion semanal promedio en estado de regimen:
Evolucion de las ventas
Se determina con los datos anteriores que:
- Ventas del Año 1 34330 u - 140 u = 34190
- Ventas del Año 2 a 5 420000 u
Consumo de Materia Prima
Tiempo que demanda el ciclo de elaboracion del ritmo normal = 2 min
Ciclos de elaboración: (11,5 meses/año * 4 semanas/mes * 5 dias/semana * 7 horas/dias * 60 min/hora) / 2 minxciclo = 48300

Volumen de Materia Prima requerido
- Total Consumo de MP año 1: 37030.61 u
- Total Consumo de MP año 2: 43680 u
Programa de Compras
- Determinacion del stock promedio de materia prima y el programa de compras
- Se comienza con un Stock minimo de 5000 Kg de MP
- Stock minimo de MP: 43680 / 11.5 meses = 3798.26
- Sumatoria stock mensual: 61067.11
- Stock promedio: 5088.93
- Meses de consumo: 5088.93/3798.26 = 1.34


Cuadro Resumen

Determinación de personal
Organigrama

Personal
- Gerente General: Encargado de la gestión y de la toma de decisiones a nivel global de la empresa para alcanzar los objetivos planteados por la misma. Coordina todos los sectores, asignando a cada uno objetivos parciales que van a conformar el objetivo final. Es la cara visible de la sociedad y los cargos inferiores del organigrama deberán consultar con él las decisiones que exceden sus tareas habituales.
Requisitos:
- Ingeniero Industrial (Edad superior a 35 años)
- Experiencia en el rubro automotriz (como mínimo 5 años)
- Experiencia en el mando de grupos de personas.
- Gerente de ventas: Su tarea es definir estrategias de ventas teniendo en cuenta la presencia de los competidores en el mercado y el desarrollo de nuestra empresa a lo largo de los años alineándose siempre con los objetivos globales. Es la persona encargada de dividir las zonas de venta y seleccionar los distribuidores y comercios a los cuales planeamos vender. Tiena a cargo a cada uno de los vendedores de cada zona, a quiénes les pondrá objetivos de ventas que en caso de ser alcanzados cobrarán una comisión complementaria al sueldo mensual.
Requisitos:
- Lic. en Administración/ Lic. en Marketing/ Ing. Industrial
- Experiencia en el área de ventas (2 años mínimo)
- Conocimiento del rubro Automotriz.
- Experiencia laboral en grupos de trabajo.
- Gerente de marketing Es la persona encargada de idear las estrategias de marketing que permitirán dar a conocer nuestro producto e insertarlo en el mercado. A su cargo tendrá un analista de marketing.
Requisitos:
- Lic. en Marketing/ Ing. Industrial
- Experiencia en el área (2 años mínimo)
- Conocimiento del rubro Automotriz.
- Conocimiento de plataformas informáticas.
- Gerente Financiero
Es quien se encargara de controlar financieramente los parámetros de la empresa para que pueda seguir su curso al cumplimiento de objetivos sin desvíos o sobresaltos. Contará con dos personas a su cargo, un contador y un analista financiero.
Requisitos:
- Lic en Economía/ Lic. en Finanzas/ Lic. en Administración/ Ing. Industrial.
- Experiencia en el área (5 años mínimo)
- Manejo de sistemas informáticos financieros.
- Gerente de producción y procesos: Es quién se debe encargar de planificar la producción en base a la consecución de procesos, alineándose con las exigencias de la gerencia general.
Requisitos:
- Ingeniero Industrial / En procesos
- Experiencia en planta (5 años)
- 30 años en adelante.
- Gerente de compras: Deberá encargarse de planificar y llevar a cabo los períodos de compra para abastecer a planta en tiempo y forma.
Requisitos:
- Lic. en Administración/ Ingeniero Industrial
- Conocimiento del mercado automotriz.
- Experiencia laboral en empresas de manufactura.
- Jefe de planta: Es la persona presente en la planta, que supervisa los puestos de trabajo diariamente. Da el ok a comienzo del día para comenzar a producir y se fija que cada operario tenga todo a su disposición para comenzar (EPP, MP, SE, Maquinas listas, etc). Tiene conocimiento también, sobre los mantenimientos que deben hacerse en las máquinas, de manera que en "timetable" de planta, programa dichos eventos y los hace cumplir.
Requisitos:
- Ingeniero Industrial / En procesos
- Jefe de mantenimiento: Persona encargada de planificar y hacer que se lleven a cabo los mantenimientos
Requisitos
- Supervisor de logística: Es quien se encarga de planificar el ruteo de entrega de los productos terminados para darle esa información a la empresa encargada de la logística. Se encarga también de la recepción de materia prima e insumos por parte de proveedores y de la logística en planta.
Requisitos:
- Lic en Administración / Ingeniero Industrial
- Supervisor de almacenes: Se encarga del ordenamiento de almacenes, de la recepción y los despachos.
Requisitos:
- Ingeniero Industrial
- Experiencia en planta (2 años)
- Conocimiento en sistemas de manejo de almacenes
- Analista de marketing: Responde al gerente de marketing y su función es llevar a cabo las estrategias planificadas y controlar que sigan su rumbo.
Requisitos:
- Lic. en Marketing / Pasante de marketing
- En el caso del pasante, finalizando la carrera
- Analista financiero: Responde a las estrategias financieras de la empresa, implementandolas y llevando un control diario, mensual y anual de las mismas.
Requisitos:
- Lic. en Economía/Lic. en finanzas.
- Analista de compras: Es la persona encargada de evaluar posibles proveedores, en busca de la mejor relación precio/calidad. Se encarga de realizar las compras, y de seguirlas hasta que lleguen a planta. Es quien debe informar las características de los proveedores para que se tomen decisiones (cuestiones respecto a calidad, tiempos de entrega, etc).
Requisitos:
- Adm. de empresas/Ingeniero Industrial (Recibido o avanzado en la carrera)
- Vendedores: Son las personas que realizarán la venta personal a comercios seleccionados y a distribuidores de las distintas zonas. Se encargan de mostrar nuestro producto a cada posible comprador, negociar precios aplicando estrategias de venta e intentando dar una imágen positiva de la compañía.
Requisitos:
- Experiencia en el Rubro.
- Experiencia en puestos de venta directa.
*Cantidad de vendedores: 6 (Uno por zona: Noroeste, Noreste, Cuyo, Pampeana, Patagonia, Capital federal + GBA)
- Operarios: Ejecutan el proceso productivo en las máquinas, realizan tareas de mantenimiento de las mismas y se encargan también del órden del almacén.
Requisitos:
-Estudios Secundarios (en lo posible técnicos).
*Cantidad de operarios:
(((Se terceriza la logistica y el mantenimiento)))
Equipos Auxiliares muebles y útiles
| Equipos aux, muebles o útiles | Sector | Ubicación |
| Silla de oficina | Administración/Comercial | Oficina |
| Escritorio | Administración/Comercial | Oficina |
| Muebles para documentación | Administración/Comercial | Oficina |
| Estanterías | Administración/Comercial | Oficina |
| PC | Administración/Comercial | Oficina |
| Mouse y teclado | Administración/Comercial | Oficina |
| Mouse pad | Administración/Comercial | Oficina |
| Monitor | Administración/Comercial | Oficina |
| Impresora con fax | Administración/Comercial | Oficina |
| Perchero | Administración/Comercial | Oficina |
| Kit artículos de librería | Administración/Comercial | Oficina |
| Teléfono | Administración/Comercial | Oficina |
| Artefacto de tubo led | Administración/Comercial | Oficina |
| Luz de emergencia | Administración/Comercial | Oficina |
| Tubo led | Administración/Comercial | Oficina |
| Ventana | Administración/Comercial | Oficina |
| Puerta | Administración/Comercial | Oficina |
| Modem wifi | Administración/Comercial | Oficina |
| Aire frío calor | Administración/Comercial | Oficina |
| Inodoro | Administración | Baño |
| Dispenser de jabón líquido | Administración | Baño |
| Espejo | Administración | Baño |
| Canilla | Administración | Baño |
| Papel higiénico | Administración | Baño |
| Dispenser de papel para manos | Administración | Baño |
| Lavamanos | Administración | Baño |
| Embaladora | Producción | Almacen |
| Armario | Administración/Producción | Vestuario |
| Cámara de vigilancia | Varios | Varios |
| Ventilación | Producción | Planta |
| Ventanas | Producción | Planta |
| Iluminación artificial | Producción | Planta |
| Cesto de basura | Varios | Varios |
| Cesto de reciclables | Varios | Varios |
| Dispenser de agua | Varios | Varios |
| Estanterías PP | Producción | Planta |
| Faja lumbar de seguridad | Producción | Almacén/Planta |
| Matafuegos | Varios | Varios |
| Calzado de seguridad | Producción | Almacén/Planta |
| Ropa de trabajo | Producción | Almacén/Planta |
| Guantes de manipulación | Producción | Almacén/Planta |
| Casco | Producción | Almacén |
| Orejeras | Producción | Planta |
| Gafas de seguridad | Producción | Planta |
| Señalizaciones | Producción | Almacén/Planta |
| Kit primeros auxilios | Administración/Producción | Almacén |
| Botón de emergencia | Producción | Planta |
| Kit de herramientas | Producción | Almacén |
| Pañol de herramientos | Producción | Almacén |
| Posters de la empresa | Administración | Oficina |
| Relojes de pared | Varios | Varios |
| Luces de emergencia | Varios | Varios |
| Artículos de limpieza | Administración/Producción | Almacén |
| Artículos de higiene | Administración/Producción | Almacén |
| Tablero de sector | Producción | Planta |
| Cañería de cableado | Producción | Planta |
| Enchufes | Varios | Varios |
| Repuestos varios | Producción | Almacén |
| Vehículos vendedor | Comercial | - |
| Bancos para operarios | Producción | Planta |
Anteproyecto de Planta


Cronograma de ejecución
