Diferencia entre revisiones de «2016/Grupo3/DimensionamientoTecnico»
(Página creada con «Determinación de la Localización») |
Sin resumen de edición |
||
| (No se muestran 42 ediciones intermedias de 5 usuarios) | |||
| Línea 1: | Línea 1: | ||
Determinación de la Localización | == Determinación de la Localización == | ||
=== Macro Localización === | |||
Para comenzar se determinará la macro-localización utilizando como alternativas: | |||
* Provincia de Buenos Aires | |||
* Gran Buenos Aires | |||
* Santa Fe | |||
Dichas alternativas fueron elegidas en base a los siguientes aspectos. | |||
[[Archivo:Matriz Macro Localizacion Grupo3.jpg|centre|thumb|576x576px|Matriz de Macro Localización ]] | |||
Como conclusión de la macro-localización se puede determinar que la zona mas apta para la instalación de la empresa es dentro de Gran Buenos Aires. El mismo se encuentra conformado por la Ciudad de Buenos Aires más los partidos del Gran Buenos Aires -24 partidos completos que la rodean. | |||
=== Micro Localización === | |||
Siguiente con el ajuste de la localización, se pasara a decidir entre las alternativas siguientes dentro de Gran Buenos Aires. | |||
* La Matanza | |||
* General San Martín | |||
* Pilar | |||
[[Archivo:Matriz Micro Localizacion Grupo3.jpg|centre|thumb|711x711px|Matriz Micro Localización ]] | |||
Para la ponderación de los atributos te ha tenido en cuenta que el principal proveedor (Materia Prima: PP) y los principales consumidores se encuentran en la zona de CABA y GBA (ver Análisis de Mercado Consumidor - Dimensionamiento Comercial). | |||
== Definición Técnica del Producto. == | |||
=== Planos === | |||
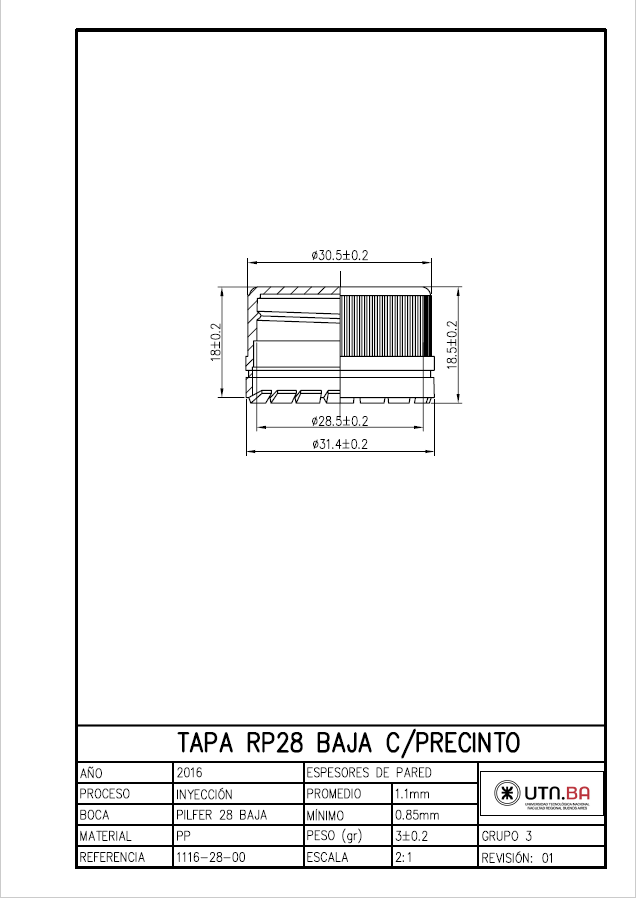
A continuación se adjunta plano dimensional del producto: | |||
[[Archivo:1116-28-00-00 TAPA RP28 BAJA INV-rev01-CAL.pdf|centre|frameless|898x898px]] | |||
=== Dibujos === | |||
=== Listado de Materiales === | |||
* Materia prima para inyección: Polipropileno (PP) tipo 6100SM. 3 gr por unidad. | |||
* Masterbatch (colorante). Color según especificaciones del cliente. | |||
* Molienda | |||
* Guarnición | |||
* Pintura por secado UV. Color según especificaciones del cliente. | |||
* Bolsa de polietileno de baja densidad (PEBD) de 0,5mm. Medidas: 1002mm x 900mm + fuelle 210mm. | |||
* Caja de cartón corrugado. Medidas: 600 mm (largo) x 400 mm (ancho) x 280 mm (alto). | |||
* Etiqueta para identificación de caja. | |||
* Pallet de madera descartable. Medidas: base de 1m de lado. Capacidad de carga: 500 kg. | |||
* Etiqueta para identificación de pallet | |||
* Stretch plástico | |||
* Cinta autoadhesiva. | |||
=== Especificaciones Técnicas - Condiciones del Producto === | |||
* Dimensiones según plano adjunto. | |||
* Hermeticidad. Debe cumplir verificación por campana de vacío. | |||
* Deformaciones longitudinales inferiores a 0,2 mm. | |||
* Deformaciones diametrales (ovalamiento) inferiores a 0,2 mm. | |||
* Corte de aro inviolable por desenrosque. | |||
* Ausencia de rebabas, rechupes, faltantes de material, contaminación o cualquier aspecto visual indeseado. | |||
* Color uniforme. | |||
* Ausencia de contaminación externa con material orgánico o inorgánico (no implica esterilidad). | |||
* Impresión completa y sin reventamiento, con registro correcto y cumpliendo con el pantone según especificación del cliente. | |||
=== Normas Aplicables === | |||
Las únicas normas que debe cumplir son las que rija el AQL y nivel de aceptación acordado con el cliente según norma ISO 9001:2008 | |||
=== Plan de Ensayos === | |||
En la etapa de puesta en marcha se verificarán todas las dimensiones según hoja de ruta así como atributos visuales. Así mismo se realizarán los siguientes ensayos destructivos: | |||
* '''Verificación de inviolabilidad:''' se dispondrán de una muestra de 20 unidades las cuales se roscarán en un frasco modelo y luego se desenroscará verificando que ante esfuerzos normales de desenrosque el aro inviolable se corte, la tapa sea extraída y el dicho aro quede retenido en el cuello del frasco. | |||
* '''Ensayo de hermeticidad:''' se realiza por medio del método de campana de vacío. Este consta del siguiente procedimiento: | |||
Se llena un frasco de 60 ml con líquido colorado y se cierra enroscando la tapa a ensayar procurando un torque de apriete de 1,35 Nm a 2,1 Nm. Se introduce el envase boca abajo en el desecador. Se coloca la tapa del desecador y se realiza vacío dentro del mismo por medio de una bomba de vacío. Se debe procurar que dicho envase permanezca por al menos 10 a 15 minutos solicitado ante dicha atmósfera de vacío. Luego se despresuriza, se quita el envase y se verifica si perdió líquido coloreado. | |||
=== Acondicionamiento del Producto === | |||
Las tapas serán embaladas desde la etapa de guarnicionado en doble bolsa de polietileno de baja densidad por cantidad 3200 unidades. Dicha bolsa será introducida en una caja de cartón corrugado. Sin importar cual sea el procesamiento posterior, dicha bolsa y caja serán las que contendrán las 3200 unidades hasta el cliente final, salvo deterioro de cualquiera de los dos envases. De esta forma y junto a la etiqueta identificadora de la caja, se asegurará la trazabilidad de toda la producción realizada. Al finalizar el proceso productivo y control final se procederá al cierre de cada bolsa con el tipo cuello de cisne con precinto. Luego se cerrará la caja con cinta autoadhesiva con logo de la empresa. | |||
Dichas cajas se estibarán en pallet de madera descartable de 1 metro de lado (salvo especificación especial de cliente) y hasta 4 niveles de apilamiento procurando el cruce entre niveles. Finalmente se colocará el cartel identificatorio del pallet y se procederá al stretchado si el mismo tuviese un cliente ya asignado. | |||
== Definición del Proceso de Producción. == | |||
=== Diagrama de Flujo de Fabricación y Control. Cursogramas Gráficos ó Analíticos del Proceso === | |||
[[Archivo:Diagrama de flujo grupo 3a.png|frameless|centre]] | |||
[[Archivo:Diagrama CAP grupo 3.png|centre|frameless|989x989px]] | |||
=== Listados de Medios de Fabricación y Control === | |||
[[Archivo:Materiales grupo 3.png|centre|frameless|795x795px]] | |||
=== Calificación y Formación de los Operadores === | |||
Las actividades y procesos | |||
presentes en la fábrica no requieren de una capacitación demasiado avanzada | |||
para un operario. Toda información que deba brindarse a los operadores será | |||
dada por el jefe del área de producción. Dicha persona tiene la tarea de controlar | |||
y capacitar a los operadores en sus tareas, las que pueden ser: Operario de las | |||
maquinas inyectora, troqueladora y | |||
tampografica y ensamblado o embalado de productos terminados. | |||
Hay algunas cosas que se | |||
demandan para la utilización de las maquinas empleadas que se cree que deben | |||
ser de conocimiento fundamental. Algunos ejemplos de estas cualidades son las | |||
siguientes: | |||
* Escritura y lectura compresiva | |||
* Conocimiento de nomenclatura y simbología normalizadas | |||
* Conocimiento del equipamiento a utilizar | |||
* Conocimiento de los materiales | |||
* Comprensión del funcionamiento básico del equipo | |||
* Conocimientos sobre seguridad e higiene | |||
* Conocimiento sobre las herramientas de medición | |||
Una vez que el jefe de producción | |||
comprueba que el operario cumple con los requisitos, el mismo puede comenzar a | |||
operar la maquinaria. El operario puede ser contratado con previo conocimiento | |||
de las condiciones fundamentales o puede ser el jefe de producción que lo | |||
capacite para cumplir con dichas condiciones. | |||
=== Sistemas de Mantenimiento. === | |||
Para | |||
la maquinaria que disponemos, se precisa un determinado tipo de mantenimiento. | |||
Muchas veces se originan problemas o reducción del rendimiento de la misma por | |||
cuestiones higiénicas, es decir, se ensucia la maquina debido a la tierra del | |||
ambiente, se tapan los filtros de aire, luz y aceite que luego contaminan los | |||
mismos y deben ser cambiados. Por | |||
estos motivos se propone un mantenimiento diario preventivo de limpieza y | |||
preparado de la maquina previo y posterior a su uso. | |||
A continuación detallamos los mantenimientos respectivos para las maquinas Impresora e Inyectora. | |||
'''''<u>MANTENIMIENTO INYECTORA:</u>''''' | |||
''Mantenimiento diario:'' | |||
* Limpiar maquina y realizar control visual | |||
* Verificar circulacion de agua | |||
* Controlar perdidas de agua | |||
* Verificar temperatura del aceite hidraulico 45ºC a 10ºC | |||
* Verificar perdidas de aceite | |||
* Verificar nivel de aceite | |||
* Controlar filtraciones del material por la boquilla | |||
''Mantenimiento semanal:'' | |||
* Verificar estado general de funcionamiento del cargador y colorador | |||
* Engrasar los apoyos de la placa de cierre y guia lado inyeccion | |||
* Control de la boquilla de inyeccion | |||
''Mantenimiento a las 500HS'' | |||
* Verificar funcionamiento de los dispositivos de seguridad | |||
* Aplicar anticorrosivo a todas las piezas rectificadas o bruñidas | |||
* Engrasar punto de apoyo placa de cierre y guia lado inyeccion | |||
* Estado general de la maquina (control visual) | |||
''Mantenimiento a las 2500HS'' | |||
* Verificar limpieza y suavidad de las ruedas de los interruptores fin de carrera de las puertas | |||
* Control de posicion, asiento fijo de las resistencias y funcionamiento | |||
* Controlar las conexiones electricas y estado del cableado | |||
* Desarme y limpieza de valvula de agua de refrigeracion del aceite, determinar si es necesario el cambio de membrana | |||
* Filtrar aceite hidraulico con bomba | |||
* Limpiar el tablero electrico | |||
* Reemplazar filtro de venteo del tanque hidraulico | |||
''Mantenimiento a las 5000HS'' | |||
* Control de calidad del aceite hidraulico | |||
* Limpiar el sistema de acoplamiento y la ventilacion del motor electrico con aire comprimido | |||
* Cambio del filtro a presion de aceite | |||
* Verificar limpieza y suavidad de reglas electronicas de: placa de cierre, expulsor, boquilla y extrusora | |||
* Engrasar rodamientos del motor del mezclador | |||
''Mantenimiento a las 20000HS'' | |||
* Reemplazar las mangueras del sistema hidraulico | |||
* Lavar el intercambiador de calor y el caudalimetro | |||
* Lubricar el soporte del motor electrico | |||
'''''<u>MANTENIMIENTO IMPRESORA:</u>''''' | |||
''Mantenimiento diario.'' | |||
* Limpiar la maquina, eliminando todas las impurezas | |||
* Verificar el estado general de cunas, registros, culotes, contrapuntas, chupetes | |||
''Mantenimiento semanal'' | |||
* Verificar las conexiones de aire comprimido y vacio, y el estado de las mangueras | |||
* Verificar que tenga aceite el vaso de F.R.L. | |||
* Verificar engrase de rodillos para levas y rodamientos lineales | |||
* Verificar las mangueras de gas y aire, determinar si es necesario su reemplazo | |||
* Limpiar la valvula de vacio | |||
* Limpiar los filtros del tablero electrico | |||
''Mantenimiento a las 500HS'' | |||
* Verificar el estado de la barra de guiado de bolas, determinar si es necesario girarla o cambiarla | |||
* Limpiar el filtro de F.R.L. | |||
* Verificar el estado de la manguera de aspiracion de la lampara, determinar si es necesario su reemplazo | |||
''Mantenimiento a las 1500HS'' | |||
* Control y limpieza de la lampara | |||
* Engrase general | |||
''Mantenimiento a las 3000HS'' | |||
* Control del nivel de aceite de la caja de velocidad del accionamiento principal | |||
* Control del paralelismo entre carros y barras porta objetos | |||
* Control de funcionamiento del cabezal de espatula y barretinta | |||
* Desarme y limpieza, con solvente, de los cilindros neumaticos del cabezal de espatula y barretinta | |||
''Mantenimiento a las 6000HS'' | |||
* Cambio de aceite del engranaje de accionamiento principal | |||
* Control general, desarme y limpieza del flameador | |||
* Control general de la cinta transportadora, limpieza y aceitado de la cadena de arrastre | |||
{| class="MsoNormalTable" | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|- | |||
|} | |||
== Determinación de las Máquinas e Instalaciones. Cálculos. == | |||
=== Especificaciones Técnicas de las Máquinas === | |||
Capacidades, tamaño de lotes, tiempos | |||
[[Archivo:DT-G3-Maq1.png|centre|frameless]] | |||
[[Archivo:DT-G3-Maq2.png|centre|frameless]] | |||
[[Archivo:DT-G3-Maq3.png|centre|frameless]] | |||
=== Consumos de Energía, Agua y Otros Servicios === | |||
[[Archivo:DT-Servicios.png|centre|frameless|428x428px]] | |||
=== '''Telefonía e Internet''' === | |||
Se contratarán a empresas especializadas en brindar estos servicios. | |||
=== Producción === | |||
[[Archivo:G3 Produccion.JPG|centre|thumb|716x716px]] | |||
=== Cuello de Botella === | |||
[[Archivo:G3 cuello de botella.JPG|centre|thumb|712x712px]] | |||
'''''Cuello de Botella:''''' IMPRESIÓN | |||
'''''Capacidad Real de Cuello de Botella:''''' 285.295 kilos pos año | |||
=== Cálculos Máquinas e Instalaciones === | |||
[[Archivo:DT-ConsumoMP-Turnos-Produccion-EspecificacionesMaq (2).xlsx|centre|thumb]] | |||
=== Determinación de la Evolución de las Mercaderías. === | |||
=== Tamaños y Frecuencias de Compras === | |||
[[Archivo:DT-Stocks.png|centre|frameless|722x722px]] | |||
=== Cuadro de Evolución de Mercadería === | |||
[[Archivo:DT-Cuadro Evol. Mercaderia.png|centre|frameless|628x628px]] | |||
=== Cálculos Puesta en Marcha, Stock, MCySEDeterminación del Personal. === | |||
[[Archivo:DT-PuestaMarcha-Stocks-MCyMP Impresora e Inyectora. (3).xlsx|centre|thumb]] | |||
=== Organigrama de Toda la Empresa === | |||
[[Archivo:DT-G3-Organigrama.png|centre|frameless|603x603px]] | |||
=== Descripción de Puestos de Trabajo === | |||
[[Archivo:DT-G3-Puesto de trabajo.doc|centre|thumb]] | |||
== Equipos Auxiliares, Muebles y Útiles. == | |||
'''Aclaración: h= alto, a= ancho, l= largo, p= profundidad.''' | |||
'''Medidas en metros.''' | |||
'''Sector: PAÑOL''' | |||
'''Materiales:''' | |||
* Mesa de madera. Dimensiones (a=2,5 x l=1,5). Cantidad 1. | |||
* Armario de chapa. Dimensiones (h=2,5 x a=1 x p=1). Cantidad 6. | |||
* Silla estándar pc. Cantidad 1. | |||
* Pc. Cantidad 1. | |||
* Dispenser de agua. Cantidad 1. | |||
'''Sector: Sala de compresor''' | |||
Materiales: | |||
* Mesa de madera. Dimensiones (a= 1 x l=1). Cantidad 1. | |||
'''Sector: Sala de molino''' | |||
Materiales: | |||
* Mesa de madera. Dimensiones (a= 1 x l=1). Cantidad 1. | |||
'''Sector: Inyección''' | |||
Materiales: | |||
* Armario de chapa. Dimensiones (h=2,5 x a=1 x p=0.7). Cantidad 2. | |||
* Mesa de madera. Dimensiones (l=2 x a=0.7). Cantidad 1. | |||
'''Sector: Impresión''' | |||
Materiales: | |||
* Armario de chapa. Dimensiones (h=2 x a=1 x p=0.7). Cantidad 2. | |||
* Mesa de madera. Dimensiones (a=2 x l=0.7). Cantidad 1. | |||
'''Sector: Comedor''' | |||
Materiales: | |||
* Mesa de madera. Dimensiones (a=3.5 x l=1.2). Cantidad 1. | |||
* Sillas estándar. Cantidad 10 | |||
* Mesa de mármol. Dimensiones (a=2 x l=0.8). Cantidad 1. | |||
* Electrodomésticos; Horno, heladera, microondas, cafetera, televisor. Cantidad 1. | |||
* Dispenser de agua. Cantidad 1. | |||
'''Sector: Deposito de productos terminados y materias primas''' | |||
Materiales: | |||
* Racks selectivo simple. Dimensiones (h=5 x a=3,5 x p=1). Cantidad 8. | |||
'''Sector: Deposito de producto semielaborados''' | |||
Materiales: | |||
* Racks selectivo simple. Dimensiones (h=5 x a=3,5 x p=1). Cantidad 5. | |||
'''Sector: Recepción''' | |||
Materiales: | |||
* Mesa de madera. Dimensiones (Partes rectas a=0.6 x l= 2 y radio de 0.6). Cantidad 1. | |||
* Silla estándar pc. Cantidad 1. | |||
* Sillones estándar. Dimensiones (a=0.7 x l=0.7). Cantidad 2. | |||
* Dispenser de agua. Cantidad 1. | |||
* Pc. Cantidad 1. | |||
* Armario de chapa. Dimensiones (h=2 x a=1 x p=1). Cantidad 1. | |||
* Aire acondicionado Split 3500 frigorias. | |||
* '''Sector: Sala de reuniones''' | |||
Materiales: | |||
* Sillas estándar. Cantidad 6. | |||
* Mesa de madera. Dimensiones (a=3 x l=1.5). Cantidad 1. | |||
* Proyector. Cantidad 1. | |||
* Dispenser de agua. Cantidad 1. | |||
* Armario de chapa. Dimensiones (h=2 x a=1 x p=1). Cantidad 3. | |||
* Aire acondicionado Split 3500 frigorias. | |||
'''Sector: Oficina de gerente''' | |||
Materiales: | |||
* Sillas estadar pc. Cantidad 3. | |||
* Pc. Cantidad 1. | |||
* Mesa baja. Dimensiones (Diámetro de 1 metro.). Cantidad 1. | |||
* Sillones bajos estándar. Cantidad 3. | |||
* Armario de chapa. Dimensiones (h=2 x a=1 x p=0.7).Cantidad 1. | |||
* Aire acondicionado Split 3500 frigorias. | |||
== Anteproyecto de Planta. == | |||
=== Plano de Planta === | |||
A continuación se muestra el plano de planta compuesto por planta baja y planta alta. En la primera se ubican la administración, Almacén de materias primas y productos semielaborados y elaborados, producción y áreas de soporte a la misma así como vestuario y comedor para el personal de planta. | |||
En la segunda planta se ubica la oficina de gerencia y una sala de reuniones. | |||
[[Archivo:Grupo 3 PLANO DE PLANTA.png|centre|943x943px]] | |||
=== Plano Recorrido de Materiales === | |||
[[Archivo:Grupo 3 FLUJO DE MATERIALES.png|centre|944x944px]] | |||
== Cronograma de Ejecución == | |||
[[Archivo:G3 CRONO.jpeg|centre|thumb|741x741px|Cronograma de Ejecución ]] | |||
Revisión actual - 23:45 15 oct 2016
Determinación de la Localización
Macro Localización
Para comenzar se determinará la macro-localización utilizando como alternativas:
- Provincia de Buenos Aires
- Gran Buenos Aires
- Santa Fe
Dichas alternativas fueron elegidas en base a los siguientes aspectos.

Como conclusión de la macro-localización se puede determinar que la zona mas apta para la instalación de la empresa es dentro de Gran Buenos Aires. El mismo se encuentra conformado por la Ciudad de Buenos Aires más los partidos del Gran Buenos Aires -24 partidos completos que la rodean.
Micro Localización
Siguiente con el ajuste de la localización, se pasara a decidir entre las alternativas siguientes dentro de Gran Buenos Aires.
- La Matanza
- General San Martín
- Pilar

Para la ponderación de los atributos te ha tenido en cuenta que el principal proveedor (Materia Prima: PP) y los principales consumidores se encuentran en la zona de CABA y GBA (ver Análisis de Mercado Consumidor - Dimensionamiento Comercial).
Definición Técnica del Producto.
Planos
A continuación se adjunta plano dimensional del producto:
Dibujos
Listado de Materiales
- Materia prima para inyección: Polipropileno (PP) tipo 6100SM. 3 gr por unidad.
- Masterbatch (colorante). Color según especificaciones del cliente.
- Molienda
- Guarnición
- Pintura por secado UV. Color según especificaciones del cliente.
- Bolsa de polietileno de baja densidad (PEBD) de 0,5mm. Medidas: 1002mm x 900mm + fuelle 210mm.
- Caja de cartón corrugado. Medidas: 600 mm (largo) x 400 mm (ancho) x 280 mm (alto).
- Etiqueta para identificación de caja.
- Pallet de madera descartable. Medidas: base de 1m de lado. Capacidad de carga: 500 kg.
- Etiqueta para identificación de pallet
- Stretch plástico
- Cinta autoadhesiva.
Especificaciones Técnicas - Condiciones del Producto
- Dimensiones según plano adjunto.
- Hermeticidad. Debe cumplir verificación por campana de vacío.
- Deformaciones longitudinales inferiores a 0,2 mm.
- Deformaciones diametrales (ovalamiento) inferiores a 0,2 mm.
- Corte de aro inviolable por desenrosque.
- Ausencia de rebabas, rechupes, faltantes de material, contaminación o cualquier aspecto visual indeseado.
- Color uniforme.
- Ausencia de contaminación externa con material orgánico o inorgánico (no implica esterilidad).
- Impresión completa y sin reventamiento, con registro correcto y cumpliendo con el pantone según especificación del cliente.
Normas Aplicables
Las únicas normas que debe cumplir son las que rija el AQL y nivel de aceptación acordado con el cliente según norma ISO 9001:2008
Plan de Ensayos
En la etapa de puesta en marcha se verificarán todas las dimensiones según hoja de ruta así como atributos visuales. Así mismo se realizarán los siguientes ensayos destructivos:
- Verificación de inviolabilidad: se dispondrán de una muestra de 20 unidades las cuales se roscarán en un frasco modelo y luego se desenroscará verificando que ante esfuerzos normales de desenrosque el aro inviolable se corte, la tapa sea extraída y el dicho aro quede retenido en el cuello del frasco.
- Ensayo de hermeticidad: se realiza por medio del método de campana de vacío. Este consta del siguiente procedimiento:
Se llena un frasco de 60 ml con líquido colorado y se cierra enroscando la tapa a ensayar procurando un torque de apriete de 1,35 Nm a 2,1 Nm. Se introduce el envase boca abajo en el desecador. Se coloca la tapa del desecador y se realiza vacío dentro del mismo por medio de una bomba de vacío. Se debe procurar que dicho envase permanezca por al menos 10 a 15 minutos solicitado ante dicha atmósfera de vacío. Luego se despresuriza, se quita el envase y se verifica si perdió líquido coloreado.
Acondicionamiento del Producto
Las tapas serán embaladas desde la etapa de guarnicionado en doble bolsa de polietileno de baja densidad por cantidad 3200 unidades. Dicha bolsa será introducida en una caja de cartón corrugado. Sin importar cual sea el procesamiento posterior, dicha bolsa y caja serán las que contendrán las 3200 unidades hasta el cliente final, salvo deterioro de cualquiera de los dos envases. De esta forma y junto a la etiqueta identificadora de la caja, se asegurará la trazabilidad de toda la producción realizada. Al finalizar el proceso productivo y control final se procederá al cierre de cada bolsa con el tipo cuello de cisne con precinto. Luego se cerrará la caja con cinta autoadhesiva con logo de la empresa.
Dichas cajas se estibarán en pallet de madera descartable de 1 metro de lado (salvo especificación especial de cliente) y hasta 4 niveles de apilamiento procurando el cruce entre niveles. Finalmente se colocará el cartel identificatorio del pallet y se procederá al stretchado si el mismo tuviese un cliente ya asignado.
Definición del Proceso de Producción.
Diagrama de Flujo de Fabricación y Control. Cursogramas Gráficos ó Analíticos del Proceso


Listados de Medios de Fabricación y Control

Calificación y Formación de los Operadores
Las actividades y procesos presentes en la fábrica no requieren de una capacitación demasiado avanzada para un operario. Toda información que deba brindarse a los operadores será dada por el jefe del área de producción. Dicha persona tiene la tarea de controlar y capacitar a los operadores en sus tareas, las que pueden ser: Operario de las maquinas inyectora, troqueladora y tampografica y ensamblado o embalado de productos terminados.
Hay algunas cosas que se demandan para la utilización de las maquinas empleadas que se cree que deben ser de conocimiento fundamental. Algunos ejemplos de estas cualidades son las siguientes:
- Escritura y lectura compresiva
- Conocimiento de nomenclatura y simbología normalizadas
- Conocimiento del equipamiento a utilizar
- Conocimiento de los materiales
- Comprensión del funcionamiento básico del equipo
- Conocimientos sobre seguridad e higiene
- Conocimiento sobre las herramientas de medición
Una vez que el jefe de producción comprueba que el operario cumple con los requisitos, el mismo puede comenzar a operar la maquinaria. El operario puede ser contratado con previo conocimiento de las condiciones fundamentales o puede ser el jefe de producción que lo capacite para cumplir con dichas condiciones.
Sistemas de Mantenimiento.
Para la maquinaria que disponemos, se precisa un determinado tipo de mantenimiento. Muchas veces se originan problemas o reducción del rendimiento de la misma por cuestiones higiénicas, es decir, se ensucia la maquina debido a la tierra del ambiente, se tapan los filtros de aire, luz y aceite que luego contaminan los mismos y deben ser cambiados. Por estos motivos se propone un mantenimiento diario preventivo de limpieza y preparado de la maquina previo y posterior a su uso.
A continuación detallamos los mantenimientos respectivos para las maquinas Impresora e Inyectora.
MANTENIMIENTO INYECTORA:
Mantenimiento diario:
- Limpiar maquina y realizar control visual
- Verificar circulacion de agua
- Controlar perdidas de agua
- Verificar temperatura del aceite hidraulico 45ºC a 10ºC
- Verificar perdidas de aceite
- Verificar nivel de aceite
- Controlar filtraciones del material por la boquilla
Mantenimiento semanal:
- Verificar estado general de funcionamiento del cargador y colorador
- Engrasar los apoyos de la placa de cierre y guia lado inyeccion
- Control de la boquilla de inyeccion
Mantenimiento a las 500HS
- Verificar funcionamiento de los dispositivos de seguridad
- Aplicar anticorrosivo a todas las piezas rectificadas o bruñidas
- Engrasar punto de apoyo placa de cierre y guia lado inyeccion
- Estado general de la maquina (control visual)
Mantenimiento a las 2500HS
- Verificar limpieza y suavidad de las ruedas de los interruptores fin de carrera de las puertas
- Control de posicion, asiento fijo de las resistencias y funcionamiento
- Controlar las conexiones electricas y estado del cableado
- Desarme y limpieza de valvula de agua de refrigeracion del aceite, determinar si es necesario el cambio de membrana
- Filtrar aceite hidraulico con bomba
- Limpiar el tablero electrico
- Reemplazar filtro de venteo del tanque hidraulico
Mantenimiento a las 5000HS
- Control de calidad del aceite hidraulico
- Limpiar el sistema de acoplamiento y la ventilacion del motor electrico con aire comprimido
- Cambio del filtro a presion de aceite
- Verificar limpieza y suavidad de reglas electronicas de: placa de cierre, expulsor, boquilla y extrusora
- Engrasar rodamientos del motor del mezclador
Mantenimiento a las 20000HS
- Reemplazar las mangueras del sistema hidraulico
- Lavar el intercambiador de calor y el caudalimetro
- Lubricar el soporte del motor electrico
MANTENIMIENTO IMPRESORA:
Mantenimiento diario.
- Limpiar la maquina, eliminando todas las impurezas
- Verificar el estado general de cunas, registros, culotes, contrapuntas, chupetes
Mantenimiento semanal
- Verificar las conexiones de aire comprimido y vacio, y el estado de las mangueras
- Verificar que tenga aceite el vaso de F.R.L.
- Verificar engrase de rodillos para levas y rodamientos lineales
- Verificar las mangueras de gas y aire, determinar si es necesario su reemplazo
- Limpiar la valvula de vacio
- Limpiar los filtros del tablero electrico
Mantenimiento a las 500HS
- Verificar el estado de la barra de guiado de bolas, determinar si es necesario girarla o cambiarla
- Limpiar el filtro de F.R.L.
- Verificar el estado de la manguera de aspiracion de la lampara, determinar si es necesario su reemplazo
Mantenimiento a las 1500HS
- Control y limpieza de la lampara
- Engrase general
Mantenimiento a las 3000HS
- Control del nivel de aceite de la caja de velocidad del accionamiento principal
- Control del paralelismo entre carros y barras porta objetos
- Control de funcionamiento del cabezal de espatula y barretinta
- Desarme y limpieza, con solvente, de los cilindros neumaticos del cabezal de espatula y barretinta
Mantenimiento a las 6000HS
- Cambio de aceite del engranaje de accionamiento principal
- Control general, desarme y limpieza del flameador
- Control general de la cinta transportadora, limpieza y aceitado de la cadena de arrastre
Determinación de las Máquinas e Instalaciones. Cálculos.
Especificaciones Técnicas de las Máquinas
Capacidades, tamaño de lotes, tiempos



Consumos de Energía, Agua y Otros Servicios

Telefonía e Internet
Se contratarán a empresas especializadas en brindar estos servicios.
Producción

Cuello de Botella

Cuello de Botella: IMPRESIÓN
Capacidad Real de Cuello de Botella: 285.295 kilos pos año
Cálculos Máquinas e Instalaciones
Archivo:DT-ConsumoMP-Turnos-Produccion-EspecificacionesMaq (2).xlsx
Determinación de la Evolución de las Mercaderías.
Tamaños y Frecuencias de Compras

Cuadro de Evolución de Mercadería

Cálculos Puesta en Marcha, Stock, MCySEDeterminación del Personal.
Archivo:DT-PuestaMarcha-Stocks-MCyMP Impresora e Inyectora. (3).xlsx
Organigrama de Toda la Empresa

Descripción de Puestos de Trabajo
Archivo:DT-G3-Puesto de trabajo.doc
Equipos Auxiliares, Muebles y Útiles.
Aclaración: h= alto, a= ancho, l= largo, p= profundidad.
Medidas en metros.
Sector: PAÑOL
Materiales:
- Mesa de madera. Dimensiones (a=2,5 x l=1,5). Cantidad 1.
- Armario de chapa. Dimensiones (h=2,5 x a=1 x p=1). Cantidad 6.
- Silla estándar pc. Cantidad 1.
- Pc. Cantidad 1.
- Dispenser de agua. Cantidad 1.
Sector: Sala de compresor
Materiales:
- Mesa de madera. Dimensiones (a= 1 x l=1). Cantidad 1.
Sector: Sala de molino
Materiales:
- Mesa de madera. Dimensiones (a= 1 x l=1). Cantidad 1.
Sector: Inyección
Materiales:
- Armario de chapa. Dimensiones (h=2,5 x a=1 x p=0.7). Cantidad 2.
- Mesa de madera. Dimensiones (l=2 x a=0.7). Cantidad 1.
Sector: Impresión
Materiales:
- Armario de chapa. Dimensiones (h=2 x a=1 x p=0.7). Cantidad 2.
- Mesa de madera. Dimensiones (a=2 x l=0.7). Cantidad 1.
Sector: Comedor
Materiales:
- Mesa de madera. Dimensiones (a=3.5 x l=1.2). Cantidad 1.
- Sillas estándar. Cantidad 10
- Mesa de mármol. Dimensiones (a=2 x l=0.8). Cantidad 1.
- Electrodomésticos; Horno, heladera, microondas, cafetera, televisor. Cantidad 1.
- Dispenser de agua. Cantidad 1.
Sector: Deposito de productos terminados y materias primas
Materiales:
- Racks selectivo simple. Dimensiones (h=5 x a=3,5 x p=1). Cantidad 8.
Sector: Deposito de producto semielaborados
Materiales:
- Racks selectivo simple. Dimensiones (h=5 x a=3,5 x p=1). Cantidad 5.
Sector: Recepción
Materiales:
- Mesa de madera. Dimensiones (Partes rectas a=0.6 x l= 2 y radio de 0.6). Cantidad 1.
- Silla estándar pc. Cantidad 1.
- Sillones estándar. Dimensiones (a=0.7 x l=0.7). Cantidad 2.
- Dispenser de agua. Cantidad 1.
- Pc. Cantidad 1.
- Armario de chapa. Dimensiones (h=2 x a=1 x p=1). Cantidad 1.
- Aire acondicionado Split 3500 frigorias.
- Sector: Sala de reuniones
Materiales:
- Sillas estándar. Cantidad 6.
- Mesa de madera. Dimensiones (a=3 x l=1.5). Cantidad 1.
- Proyector. Cantidad 1.
- Dispenser de agua. Cantidad 1.
- Armario de chapa. Dimensiones (h=2 x a=1 x p=1). Cantidad 3.
- Aire acondicionado Split 3500 frigorias.
Sector: Oficina de gerente
Materiales:
- Sillas estadar pc. Cantidad 3.
- Pc. Cantidad 1.
- Mesa baja. Dimensiones (Diámetro de 1 metro.). Cantidad 1.
- Sillones bajos estándar. Cantidad 3.
- Armario de chapa. Dimensiones (h=2 x a=1 x p=0.7).Cantidad 1.
- Aire acondicionado Split 3500 frigorias.
Anteproyecto de Planta.
Plano de Planta
A continuación se muestra el plano de planta compuesto por planta baja y planta alta. En la primera se ubican la administración, Almacén de materias primas y productos semielaborados y elaborados, producción y áreas de soporte a la misma así como vestuario y comedor para el personal de planta.
En la segunda planta se ubica la oficina de gerencia y una sala de reuniones.

Plano Recorrido de Materiales

Cronograma de Ejecución
