Diferencia entre revisiones de «2023/Grupo7/DimensionamientoFisico»
Sin resumen de edición |
Sin resumen de edición |
||
| Línea 146: | Línea 146: | ||
[[Archivo:Ensayo cmt.png|406x406px]] | [[Archivo:Ensayo cmt.png|406x406px]] | ||
Ensayo COBB: | En caso de que no se pase este ensayo se debe revisar la calidad de la materia prima utilizada, los recortes, el proceso de fabricacion ya que variaciones en la humedad, la temperatura o la presión durante la fabricación pueden afectar la calidad del papel resultante y, por lo tanto, la resistencia a la compresión, el pegamento utilizado ya que es un factor crucial en la resistencia y por ultimo la geometría y el diseño de las capas de papel corrugado también desempeñan un papel importante en su resistencia | ||
Ensayo COBB: se realiza sobre el producto terminado | |||
Capacidad de absorción de agua del cartón | Capacidad de absorción de agua del cartón | ||
| Línea 155: | Línea 157: | ||
Para embalajes expuestos a altos niveles de humedad, es mejor utilizar cartón o cartón corrugado con un valor COBB bajo. Cuanto más bajo sea el valor COBB (menor capacidad de absorción de agua), más estable será el paquete incluso con una humedad alta. | Para embalajes expuestos a altos niveles de humedad, es mejor utilizar cartón o cartón corrugado con un valor COBB bajo. Cuanto más bajo sea el valor COBB (menor capacidad de absorción de agua), más estable será el paquete incluso con una humedad alta. | ||
En caso de no satisfacer los estandares requeridos se debe evaluar la materia prima utilizada, asi como el proceso de fabricacion especialmente la humedad durante este y los procesos de secado. Se puede evaluar realizar un recubrimiento o tratamiento superficial. | |||
=== Acondicionamiento del Producto === | === Acondicionamiento del Producto === | ||
Revisión del 16:13 16 ago 2023
Determinación de la Localización
Armar una matriz de Localización
Estudiar la localización de la planta tiene la finalidad de determinar la ubicación que brinde las mejores condiciones para el desarrollo del proyecto, teniendo en cuenta tanto los aspectos técnicos y logísticos como los aspectos económicos. Se busca encontrar el equilibrio entre los requisitos específicos del proyecto y la maximización de la eficiencia y la rentabilidad.
Basamos el análisis en el estudio de la macro localización teniendo en cuenta diversas variables que tienen mayor o menor impacto en la localización de la planta. Priorizamos la cercanía con los proveedores y clientes ya que las entregas se harán con camiones y buscamos la mayor eficiencia posible en ese sentido. La mayoría de nuestros potenciales clientes como autopartistas y vidrieros se sitúan en el gran buenos aires y para tener buen acceso a zona norte y zona sur, elegimos zona oeste como punto ideal. En esta zona, el precio de los alquileres de naves industriales es de los mas bajos del área metropolitana. Además, tener acceso rápido a autopistas principales como la Gral. Paz y la AU. Acceso Oeste, nos permitirá mejorar aun mas la eficiencia y los tiempos de entregas, recibos y recolección de reciclables, al mismo que tendríamos buen acceso de transporte publico para los trabajadores. Al tratarse de una zona con una fuerte presencia de industrias, no hay problema con el suministro de agua y energía eléctrica, ya que cuenta con líneas de alta tensión y agua corriente.

Definición Técnica del Producto
Planos y/o Dibujos
Haremos varias medidas, esta es una típica para embalaje de manufactura. Además, al ofrecer un servicio personalizado de diseño, estos pueden variar según las necesidades del cliente.

Listado de Materiales (BOM)
El cartón utilizado para fabricar las cajas tendrá un gramaje promedio de 180g/m2. Si fabricamos 17,6 millones de m2 el primer año, esto se traduce en 3132 toneladas de cartón para ese año. Para los años siguientes donde produciremos 20 millones, la cantidad expresada en masa, será de 3600 toneladas.
| Item | Denominación | Código | Descripción | Cantidad | Unidad de medida |
| 0 | Recortes | R0 | Recortes de carton | 1,1 | Tn/Tn |
| 1 | Agua | AG1 | Elemento donde se diluye el carton | 2000 | Lts/Tn |
| 2 | Encolante | DC1 | Quimico utilizado para homogeneizar la pasta | 21,6 | Kg/Tn |
| 3 | Almidon | ST1 | Quimico utilizado para mejorar la resistencia del papel | 9,4 | Kg/Tn |
| 5 | Agua | AG1 | Elemento donde se diluyen los componentes sólidos del pegamento | 160 | Lts/Tn |
| 6 | Amidex 030010 | AX03 | Elemento sólido que conformará el pegamento | 5,5 | Kg/Tn |
| 7 | Soda en escamas | SE1 | Elemento sólido que conformará el pegamento | 1,1 | Kg/Tn |
| 8 | Borax | BX1 | Elemento sólido que conformará el pegamento | 1,1 | Kg/Tn |
| 10 | Termoplastico | TP1 | Se utiliza para el empaquetado |
Especificaciones Técnicas
- Tipo de cartón: Existen diferentes tipos de cartón utilizados en la fabricación de cajas, como cartón corrugado, cartón sólido o cartón plegable. En nuestro caso nos enfocaremos en el cartón corrugado por sus características específicas en términos de resistencia, rigidez y capacidad de impresión

- Gramaje: El gramaje se refiere al peso o grosor del cartón por unidad de área. El gramaje del cartón se selecciona según la resistencia requerida para la caja y el tipo de producto que se va a empacar, por eso en nuestro caso decidimos ir por una onda grande (Canal A) la cual tiene un grosor de 5mm. Según el tipo de caja, las capas pueden variar, siendo simples, dobles o triples
- Dimensiones y diseño de la caja: Las cajas de cartón pueden fabricarse en una amplia variedad de tamaños y formas para adaptarse a diferentes productos y necesidades. Las dimensiones de la caja se especifican en términos de longitud, anchura y altura, y pueden variar según los requisitos de nuestro cliente.
- Proceso de troquelado: El troquelado es el proceso mediante el cual se corta y se da forma al cartón para crear las solapas y los pliegues necesarios para ensamblar la caja. Se utilizan herramientas de troquelado personalizadas según el diseño y las dimensiones de la caja.
- Adhesivos: Se utilizan adhesivos específicos para unir y sellar las solapas y los pliegues de la caja. Los adhesivos deben proporcionar la resistencia y durabilidad adecuadas para mantener la integridad estructural de la caja durante el transporte y el almacenamiento.
- Resistencia y carga: Las especificaciones técnicas de resistencia y carga se definen según los requisitos del cliente y el tipo de producto que se va a empacar en la caja. Estas especificaciones determinan la capacidad de la caja para soportar cargas, apilamiento y condiciones de manipulación durante el transporte.
Es importante tener en cuenta que estas especificaciones pueden variar según el fabricante y las necesidades específicas del cliente. La fabricación de cajas de cartón a nivel industrial implica procesos complejos y maquinaria especializada para garantizar la calidad y el cumplimiento de las especificaciones técnicas requeridas.
Normas Aplicables
Se encuentra la norma IRAM 33075, que establece los requisitos y recomendaciones para la fabricación de cajas de cartón corrugado para uso general. Enumera las características y especificaciones para garantizar su adecuada resistencia y protección de los productos que se van a transportar.
Entre los aspectos que se abordan se incluyen: definición de los términos técnicos que se usan para su fabricación y los procedimientos, requisitos de materiales y técnicos (como por ejemplo dimensiones, estabilidad, resistencia, entre otras) y clasificación de los diferentes tipos según su uso y características técnicas.
ISO 535 Papel y cartón - Determinación de la absorbencia de agua - Método COBB. Esta norma describe un método de prueba para determinar la absorbencia de agua del papel y cartón encolados, incluido el cartón ondulado, en condiciones estándar. Este método no es adecuado para papel con un peso inferior a 50 g/m2 o papel gofrado. Tampoco es adecuado para papeles porosos como el papel periódico o papeles sin encolar como el papel secante y otros papeles con una absorción de agua relativamente alta.
ISO 7263: Papel y cartón: Determinación de las propiedades de tracción
Descripción: Esta norma internacional de la serie ISO 7263 especifica un método para determinar las propiedades de tracción de las muestras de papel y cartón, utilizando el método de tasa constante de alargamiento.
Objetivo: El objetivo principal del ensayo según la norma ISO 7263 es proporcionar datos cuantitativos sobre las propiedades de tracción del papel y cartón, lo que es relevante para evaluar la resistencia y la capacidad del material para soportar fuerzas de tracción en aplicaciones como embalaje y otros usos industriales. Estas propiedades de tracción son cruciales para determinar la resistencia y la calidad del papel corrugado utilizado en cajas y embalajes
TAPPI T 809 - Propiedades de tracción del cartón corrugado (utilizando el aparato de tasa constante de alargamiento)
Descripción: La norma TAPPI T 809 se centra en la determinación de las propiedades de tracción del cartón corrugado. Esta prueba se realiza utilizando un aparato de tasa constante de alargamiento, similar al método descrito en la norma ISO 7263
Al igual que la norma ISO 7263, la norma TAPPI T 809 es importante para la industria del papel y el embalaje, ya que proporciona una metodología estandarizada para evaluar la resistencia a la tracción del cartón corrugado. Esto permite a los fabricantes y usuarios del material comprender mejor su comportamiento en situaciones de aplicación real y garantizar que cumple con los requisitos de calidad y rendimiento.
Características condición del Producto
- Humedad 5,5% - 8%
- CMT tolerancia media 164-230
- COBB 40-80 gr/m2
Plan de Ensayos
Ensayo Materia prima:
En el proceso de recepción de los recortes de papel, se lleva a cabo un análisis del 10% de los fardos recibidos. Durante esta evaluación, se verifica la calidad de los fardos para asegurarse de que no contengan plásticos ni basura, garantizando así la pureza de los materiales utilizados en la producción.
Además, se realiza un control de la humedad utilizando una sonda magnética. Se establece una tolerancia de hasta el 10% de humedad en los recortes de papel, lo que significa que se acepta un nivel de humedad de hasta ese porcentaje.
En el caso de que los ensayos realizados durante el proceso de recepción de los recortes de papel revelen que no se cumplen con los estándares de calidad establecidos, se contactara al proveedor para solicitar un cambio de los fardos recibidos.
Ensayo CMT: Concora medium test
Este ensayo se realiza luego de finalizar el proceso de produccion del papel corrugado para verificar su resistencia.
El papel corrugado se pega por un lado sobre una lámina portante y es sometido a carga en un ensayo de compresión.
La fuerza máxima es característica para el comportamiento de cartón multiondulado en procesos de transformado (troquelado, impresión).

En caso de que no se pase este ensayo se debe revisar la calidad de la materia prima utilizada, los recortes, el proceso de fabricacion ya que variaciones en la humedad, la temperatura o la presión durante la fabricación pueden afectar la calidad del papel resultante y, por lo tanto, la resistencia a la compresión, el pegamento utilizado ya que es un factor crucial en la resistencia y por ultimo la geometría y el diseño de las capas de papel corrugado también desempeñan un papel importante en su resistencia
Ensayo COBB: se realiza sobre el producto terminado
Capacidad de absorción de agua del cartón
La prueba COBB se realiza para determinar la cantidad de agua absorbida por un área de muestra determinada a través del contacto unilateral con el agua durante un período de tiempo determinado. En general se aplican tiempos de contacto de 30, 60, 180 y 1800 segundos
La absorbencia de agua (valor COBB) se refiere a la masa de agua absorbida por 1 metro cuadrado de papel, cartón o cartón corrugado bajo 1 cm de agua en un determinado período de tiempo.
Para embalajes expuestos a altos niveles de humedad, es mejor utilizar cartón o cartón corrugado con un valor COBB bajo. Cuanto más bajo sea el valor COBB (menor capacidad de absorción de agua), más estable será el paquete incluso con una humedad alta.
En caso de no satisfacer los estandares requeridos se debe evaluar la materia prima utilizada, asi como el proceso de fabricacion especialmente la humedad durante este y los procesos de secado. Se puede evaluar realizar un recubrimiento o tratamiento superficial.
Acondicionamiento del Producto
El cartón se suele apilar de forma horizontal para facilitar el manejo, utilizando paletas para que sea de manera organizada. Luego, se realiza un embalaje adicional para proteger los productos durante el almacenamiento y transporte, asegurando que se mantengan intactos, mediante el uso de envoltorios termoplásticos.
Cada paquete de productos recibirá una etiqueta que contiene información importante, como el nombre de la empresa con información de contacto y dirección, número de pedido, el destino, la cantidad de unidades y el cliente.
Los productos terminados se almacenan en el depósito designado dentro de la fábrica, donde se organizará el espacio de almacenamiento de manera eficiente, teniendo en cuenta la rotación de inventario y la accesibilidad para facilitar la gestión y distribución posterior.
Luego se prepara para su carga en camiones, contenedores u otros medios de transporte, siguiendo las regulaciones de embalaje para garantizar estabilidad durante el transporte.
Durante todo el proceso de acondicionamiento de producto se deben realizar controles de calidad para asegurar el cumplimiento de los estándares requeridos.
Definición del Proceso de Producción
Diagrama de Flujo de Fabricación y Control. Cursogramas gráficos o analíticos.


Descripción de cada etapa del proceso productivo
Control de calidad de los recortes: Al recibir los fardos de recortes se revisa el 5% que no tengan plásticos, basura u otros componentes. Luego se realiza un ensayo de humedad donde se tolera hasta el 10% de humedad en todos los fardos con un termómetro de humedad.
Desintegrado en agua: El fardo entra al pulper, donde se tritura con mucha agua los recortes de cartón. Se forma una pasta.
Depuración: se busca homogeneizar la pasta. De las partículas mas gruesas a las mas finas se hace a través de tamizado, separación magnética, flotación por aire, lavado, cernido. También se eliminan las tintas y adhesivos con químicos como dióxido de cloro y surfactantes.
Formación del papel: La pasta de fibras limpia se diluye en agua y se extiende sobre una pantalla o cilindros giratorios para formar una hoja continua de papel. A medida que el agua se drena, las fibras se entrelazan y se forma una lámina de papel.
Prensado y secado: La hoja de papel se prensa para eliminar el exceso de agua y luego se pasa a través de rodillos calientes para secarla completamente. Este proceso asegura que el papel tenga la humedad adecuada y sea más resistente.
Bobinado: Consiste en enrollar el papel en grandes rollos llamados bobinas, que luego se utilizan para su posterior procesamiento.
Antes de comenzar la producción de las cajas de cartón se debe realizar un control de calidad del papel, se realizan varios ensayos como el de CMT y el de COBB.
Corrugado: el cartón liso ingresa desde bobinas a una máquina corrugadora donde se realizan ondas o valles con el objetivo de aumentar la resistencia de las placas. Específicamente el papel pasa entre medio de dos rodillos los cuales tienen forma de onda, obteniéndose así el papel corrugado.
Pegado: Luego este papel corrugado se coloca entre una o dos láminas lisas que se pegan con un pegamento a base de agua y de almidón en proporciones específicas. Se utiliza:
- AMIDEX 0300010: es un aditivo a base de almidón que mejora la calidad de la mezcla y reduce la pérdida de agua incrementando el tiempo de vida útil y la rigidez de la misma.
- Soda cáustica en Escamas al 99%: también conocido como hidróxido sódico (NaOH) o hidróxido de sodio, es un hidróxido cáustico usado como base química
- Bórax decahidratado: es un mineral natural incoloro que tiene propiedades antisépticas, antibacterianas y desinfectantes
Las hojas de papel exterior se colocan en los lados del corrugado y se presionan para asegurar una unión firme. Este proceso se realiza en una máquina llamada encoladora.
Ranurado y corte: Una vez que las hojas de papel corrugado están pegadas y secas, se cortan en la forma y el tamaño requeridos para las cajas. Esto se realiza utilizando máquinas troqueladoras que utilizan moldes para cortar las formas específicas de las cajas.
Impresión: Aquí se realiza la impresión solicitada sobre el cartón teniendo en cuentas las especificaciones requeridas por el cliente, hay 3 tipos de impresión:
- Sobre el cartón: Realizada directamente sobre la lámina.
- Sobre lámina: Aquí se realiza sobre una lámina blanca, la cual permite una mayor calidad de impresión.
- Autoadhesivos: Aquí se agregan los mismos impresos individualmente en proceso separado, logrando una perfecta terminación de imagen sobre la caja.
Plegado y ensamblaje: Las cajas de cartón corrugado se envían a una máquina de plegado y ensamblaje, donde se doblan en la forma final de la caja. Las solapas se pliegan y se unen mediante adhesivos o grapas para formar una estructura sólida y resistente.
Control de calidad y embalaje: Antes de que las cajas sean enviadas al mercado, se someten a un control de calidad para asegurarse de que cumplen con los estándares requeridos. Luego, se embalan y se almacenan para su distribución
Determinación de las máquinas e instalaciones. Cálculos
Especificaciones técnicas de las máquinas (capacidades, tamaño de lotes, tiempos)
Drum Pulper

Depuración: Inflor- Pressure- Screen NLS225

Mesa de formación: iTable Modelo ZSL91 (Mesa de formación)

Secado y prensado

Bobinado

Portabobinas

Corrugadora

Encoladora

Impresora y Plegadora


| Máquina | Ancho [mm] | Dimensiones (m) | Potencia [kW] | Capacidad [ton/h] |
|---|---|---|---|---|
| Inflor- Pressure- Screen
MODELO NLS225 |
1000 | 2 x 2 x 3 | 22 | 1,8 |
| Drum pulper
MODELO ZDG250 |
2500 | 40 x 6 x 5 | 110 | 1,086 |
| Mesa de formación | 2000 | 10 x 2,4 x 1,3 | 11 | 1,9 |
| Prensa | 2000 | 2,1 x 2,5 | 20 | 6,25 |
| Secadora
MODELO TD-LT |
1800 | 7,6x2,2x3,4 | 30 | 1,7 |
| Portabobinas Hidráulico
MODELO HRL 150 |
1400 | 3,7x1,65x1,60 | 4 | 2 |
| Cabezote
Corrugador MODELO SFC 100 |
1400 | 2,1 x 2,2 | 30 | 2,2 |
| Encoladora
SPM-55 |
1400 | 2,1 x 2,7 | 15,5 | 2,5 |
| Impresora y plegadora
Modelo Isowa PS5 |
1550 | 3,1x6,3 | 7 | 1,6 |
Consumos de energía, agua y otros servicios
| Consumos de administración y comedor | |||
|---|---|---|---|
| Máquina | Cantidad | Consumo en una hora [Wh] | Consumo mensual en W |
| Computadora | 9 | 300 | 432000 |
| Impresora | 3 | 300 | 144000 |
| Cafetera | 1 | 900 | 36000 |
| Dispenser de agua | 2 | 80 | 25600 |
| Teléfono | 3 | 25 | 12000 |
| microondas | 1 | 640 | 12800 |
| Lámparas | 50 | 50 | 400000 |
| Aire acondicionado de 3500 frigorías F/C - Inverter | 2 | 1048 | 335360 |
| Heladera | 1 | 90 | 65000 |
*usando 20 días de trabajo por mes, con 2 turnos de 8 horas. Horas totales por mes= 320
cantidad*consumo en una hora*160 horas mensuales. Excepto heladera (todo el tiempo encendida) y cafetera (dos horas por día) y microondas (una hora por día)
| Consumos de las máquinas | |||
|---|---|---|---|
| Máquina | Consumo en kW | Horas totales por mes | Consumo mensual en kW |
| Inflor- Pressure- Screen
MODELO NLS225 |
22 | 320 | 7040 |
| Drum pulper
MODELO ZDG250 |
110 | 320 | 35200 |
| Mesa de formación | 11 | 320 | 3520 |
| Prensa | 20 | 320 | 6400 |
| Secadora
MODELO TD-LT |
30 | 320 | 9600 |
| Portabobinas Hidráulico
MODELO HRL 150 |
4 | 320 | 1280 |
| Cabezote
Corrugador MODELO SFC 100 |
30 | 320 | 9600 |
| Encoladora
SPM-55 |
15,5 | 320 | 4960 |
| Impresora y plegadora
Modelo Isowa PS5 |
7 | 320 | 2240 |
| Consumo de agua | ||
|---|---|---|
| Litros/día | Consumo mensual [lts] | |
| Fabricación | - | 648000 |
| Sanitarios | 600 | 96000 |
| Limpieza | 200 | 32000 |
Para la fabricación se usan 2160 litros/ton de agua, y se fabrican 3600 toneladas por año. Por lo tanto, 2160 lts/ton *3600/12= 648000 lts. por mes.
Cuando se acciona la descarga de una cisterna convencional, se consumen entre 6 y 12 litros de agua. Tomaremos 9 lts por persona. Los grifos de agua usan entre 3 y 4 litros al minuto. Tomaremos 3 litros y que se tarda 1 minuto en el lavado de manos. En promedio, por persona, consumirán entonces 9x2 litros + 2x3 litros en sanitarios, por lo tanto, 24 litros por persona. Como son 25 personas, serán 600 litros de agua por día. Al ser 160 horas por mes, 96000 litros de agua serán consumidos por mes en sanitarios.
En limpieza, tomamos en promedio, 200 litros/día consumidos.
Otros servicios que serán consumidos:
- Gas de la empresa Naturgy.
- Internet de la empresa Fibertel con un plan mensual de 100Mb
Mantenimiento y medios de control (máquinas, tareas, etc.). Descripción de los sistemas de seguridad (incendios, accidentes, etc.)
Mantenimiento y medios de control:
Se comienza con un mantenimiento preventivo, el cual implementa un programa de mantenimiento regular para prevenir fallos y maximizar la vida útil de las máquinas. Esto puede incluir inspecciones periódicas, limpieza, lubricación y calibración de equipos.
Luego seguiríamos con un mantenimiento correctivo. Este mantenimiento establece un sistema para abordar y corregir los fallos y averías en las máquinas de manera oportuna. Esto implicara contar con personal capacitado y herramientas adecuadas para reparaciones rápidas y eficientes.
Se planifica la producción, se Implementa un sistema de control de la producción para optimizar los procesos y minimizar el tiempo de inactividad de las máquinas. Esto puede incluir un cronograma de producción, seguimiento del rendimiento de las máquinas y programación de tareas.
Por ultimo, cabe destacar la capacitación del personal. Brindar capacitación adecuada a los operarios y técnicos encargados de operar y mantener las máquinas. Asegurarnos de que estén familiarizados con los procedimientos de seguridad, el uso correcto de las herramientas y equipos, así como el mantenimiento básico.
Sistemas de seguridad:
Es importante recalcar la prevención de incendios. Se Instalara sistemas de detección de incendios, como detectores de humo y alarmas, en áreas críticas de la planta. Se mantendrá los extintores de incendios en lugares accesibles y se asegurara de que el personal esté capacitado en el uso de los mismos. Además, se realizara inspecciones periódicas de las instalaciones eléctricas para evitar cortocircuitos y sobrecargas.
Es necesario contar con equipos de protección personal (EPP). Es de suma importancia proporcionar a todo el personal los EPP necesarios, como cascos, guantes, gafas de seguridad y calzado adecuado. Nos aseguraremos de que se utilicen correctamente y de que haya suficiente suministro disponible para todo el personal.
La señalización de seguridad será vital, se colocara señales y letreros de seguridad en áreas relevantes para advertir sobre peligros, instrucciones de seguridad y rutas de evacuación. También nos aseguraremos de que las salidas de emergencia estén claramente marcadas y sean accesibles.
Realizaremos capacitación en seguridad. Consideramos que es importante realizar programas de capacitación periódicos sobre seguridad en el lugar de trabajo. Esto incluye entrenamiento sobre el uso seguro de las máquinas, procedimientos de emergencia y la importancia del cumplimiento de las normas de seguridad.
Por ultimo hay que destacar el mantenimiento de maquinaria, se realizara inspecciones regulares de las máquinas para identificar posibles problemas de seguridad, como partes desgastadas o dañadas. También se tendrá en cuenta la reparación o el reemplazo de cualquier equipo defectuoso de inmediato.
Cálculos de los ejercicios 1 a 5 de la Guía de Trabajos Prácticos
Balance anual de material
| Secciones | Codigo | Alimentacion (tn) | Desperdicios no recuperables | Desperdicios recuperables | Producciones seleccionadas |
|---|---|---|---|---|---|
| Pulpeado | P01 | 4467,532 | 8% | 0 | 4110,130 |
| Depuracion | DEP01 | 4110,130 | 5% | 0 | 3904,623 |
| Formacion | F01 | 3904,623 | 0 | 2% | 3826,531 |
| Secado y prensado | SP01 | 3826,531 | 2% | 0 | 3750,000 |
| Bobinado | B01 | 3750,000 | 0 | 0 | 3750,000 |
| Corrugado | C02 | 3750,000 | 0 | 0 | 3750,000 |
| Pegado | PEG02 | 3750,000 | 0 | 0 | 3750,000 |
| Ranurado y corte | RC02 | 3750,000 | 0 | 4% | 3600,000 |
| Impresion | IM02 | 3600,000 | 0 | 0 | 3600,000 |
| Plegado y ensamblaje | PLE02 | 3600,000 | 0 | 0 | 3600,000 |
| TOTALES | 3600 | 639,440 | 228,092 | 3600,000 |
Como se generan 228,092 toneladas de desperdicios recuperables anualmente. A partir del año 2, se necesitara adquirir 4239,44 toneladas de material virgen.
| Consumo real de materia prima | 20,49 |
|---|---|
| Porcentaje de desperdicio operativo en funcion de produccion | 24,08% |
| Porcentaje de desperdicio real en funcion de la produccion | 17,75% |
Ritmo de Trabajo
La producción se basa en 2 turnos diarios de 8 horas, de lunes a viernes. Además, el año cuenta con 10 días de feriados obligatorios y 15 días de vacaciones.
- 50 semanas x 5 días / semana = 250 días
- 250 días – 10 días feriados = 240 días
- 240 días / 11,5 meses al año ≅ 20 días / mes
- horas al mes = 20 días / mes x 8 hs. /días x 2 turnos/dia = 320 hs. / mes
- horas al año = 320 hs. / mes x 11,5 meses = 3680 hs. / año
Capacidad Real Mensual de la maquinaria tipo de cada sección operativa
| SECCIONES | CAPACIDAD TEÓRICA / MÁQUINA (tn/h) | HORAS ACTIVAS / MES | CAPACIDAD TEÓRICA / MÁQUINA X MES (tn/mes) | RENDIMIENTO OPERATIVO (%) | CAPACIDAD REAL / MÁQUINA X MES |
|---|---|---|---|---|---|
| Inflor- Pressure- Screen
MODELO NLS225 |
1,8 | 320 | 576 | 95 | 547,2 |
| Drum pulper
MODELO ZDG250 |
1,086 | 320 | 347,78 | 90 | 313 |
| Mesa de formación | 1,9 | 320 | 608 | 90 | 547,2 |
| Prensa | 6,25 | 320 | 2000 | 90 | 1800 |
| Secadora
MODELO TD-LT |
1,7 | 320 | 544 | 90 | 489,6 |
| Portabobinas Hidráulico
MODELO HRL 150 |
2 | 320 | 640 | 90 | 576 |
| Cabezote
Corrugador MODELO SFC 100 |
2,2 | 320 | 704 | 90 | 633,6 |
| Encoladora
SPM-55 |
2,5 | 320 | 800 | 95 | 760 |
| Impresora
Isowa PS5 |
1,6 | 320 | 512 | 95 | 486,4 |
Determinación de la cantidad de máquinas operativas por sección, capacidad real mensual de cada sección y su aprovechamiento en relación al programa de producción:
| SECCIONES | PROGRAMA MENSUAL DE PRODUCCIÓN | CAPACIDAD REAL / MÁQUINA X MES | CANTIDAD DE MÁQUINAS NECESARIAS | CAPACIDAD REAL / SECCIÓN X MES | APROVECHAMIENTO SECCIONAL (%) |
|---|---|---|---|---|---|
| Inflor- Pressure- Screen
MODELO NLS225 |
313 tn | 547,2 | 1 | 547,2 | 57% |
| Drum pulper
MODELO ZDG250 |
313 tn | 313 | 1 | 313 | 100% |
| Mesa de formación | 313 tn | 547,2 | 1 | 547,2 | 57% |
| Prensa | 313 tn | 1800 | 1 | 1800 | 17% |
| Secadora
MODELO TD-LT |
313 tn | 489,6 | 1 | 489,6 | 64% |
| Portabobinas Hidráulico
MODELO HRL 150 |
313 tn | 576 | 1 | 576 | 54% |
| Cabezote
Corrugador MODELO SFC 100 |
313 tn | 633,6 | 1 | 633,6 | 49% |
| Encoladora
SPM-55 |
313 tn | 760 | 1 | 760 | 41% |
| Impresora
Isowa PS5 |
313 tn | 486,4 | 1 | 486,4 | 64% |
Cuello Botella y Capacidad Mensual del Equipo
El Cuello Botella corresponde a la sección operativa con el mayor grado de aprovechamiento, en este caso, la sección de Drum pulper. Este equipo trabajaríal al 100% de su capacidad, produciendo 313 toneladas por mes.
Determinación de la evolución de las mercaderías
Tiempos de entrega y envió de las mercaderías
Los tiempos de entrega se refieren al período que transcurre desde que se realiza un pedido de cajas de cartón hasta que se entregan al cliente. Estos plazos pueden variar dependiendo de diversos factores, como la disponibilidad de inventario, la capacidad de producción de la fábrica de cajas de cartón, la complejidad del pedido y los requisitos de personalización.
Es importante que se establezcan plazos realistas y acordados con los clientes. Esto implica evaluar la capacidad de producción, la demanda anticipada, la planificación adecuada de la mano de obra y los recursos necesarios. Además, es fundamental tener en cuenta posibles imprevistos o retrasos en el proceso de fabricación y tener estrategias de contingencia para minimizar su impacto en los tiempos de entrega. Nuestro tiempo de entrega, teniendo en cuenta distintos factores va a ser de 7 días hábiles aproximadamente
El envío de las mercaderías se refiere al proceso logístico de transporte de las cajas de cartón desde la fábrica hasta el cliente final. Esta etapa involucra la elección de parte del cliente los medios de transporte más adecuados, como camiones o servicios de mensajería, considerando factores como la distancia, el volumen de mercancías y los plazos de entrega requeridos.
Es importante establecer una logística eficiente para el envío, lo cual implica la coordinación adecuada de rutas, la optimización del transporte y la gestión del inventario. La comunicación efectiva entre nosotros como productores, los transportistas y los clientes es clave para asegurar un envío fluido y puntual.
Además, el embalaje de las cajas de cartón para el envío debe ser adecuado para garantizar la protección y minimizar los daños durante el transporte. Se deben utilizar métodos de embalaje adecuados, etiquetado correcto, para facilitar el manejo y la identificación de los productos durante el proceso de envío.
Es importante mencionar que los tiempos de entrega y envío pueden verse afectados por factores externos como condiciones climáticas adversas, problemas en el transporte o problemas aduaneros. Por lo tanto, contar con un sistema de monitoreo y seguimiento de envíos puede ser beneficioso para realizar un seguimiento en tiempo real y resolver cualquier problema que pueda surgir durante el proceso de envío.
Tamaños y frecuencias de compras
Los recortes de cartón llegarán día de por medio. Y los químicos se comprarán por mes.
| Pedidos por mes durante el primer año | |||
|---|---|---|---|
| Componente | Cantidad [kg/ton] | Ton/mes | Cantidad por mes [kg/mes] |
| Recortes de cartón | 1,1 | 272 | 299,2 |
| Encolante | 21,6 | 272 | 5875,2 |
| Almidon | 9,4 | 272 | 2556,8 |
| Amidex 030010 | 5,5 | 272 | 1496 |
| Soda en escamas | 1,1 | 272 | 299,2 |
| Borax | 1,1 | 272 | 299,2 |
| Termoplastico | 272 | ||
Durante el primer año, se fabrican 3132 toneladas de producto terminado por año. Consideramos 11,5 meses por año y 3690 toneladas de materia prima.
A partir del segundo año:
| Componente | Cantidad [kg/ton] | Ton/mes | Cantidad por mes [kg/mes] |
|---|---|---|---|
| Recortes de cartón | 1,1 | 313 | 344,3 |
| Encolante | 21,6 | 313 | 6760,8 |
| Almidon | 9,4 | 313 | 2942,2 |
| Amidex 030010 | 5,5 | 313 | 1721,5 |
| Soda en escamas | 1,1 | 313 | 344,4 |
| Borax | 1,1 | 313 | 344,3 |
| Termoplastico | 313 |
Se fabrican 3600 toneladas por año. Consideramos 11,5 meses por año.
Cálculos de los ejercicios 6 a 11 de la Guía
Evolución de la producción
El período de puesta en marcha requerirá 3 meses. Incrementará la producción en forma lineal cada mes, con niveles al final de cada uno de ellos de 25, 80 y 100 % de la programación normal. Este progreso fue sugerido por un operario calificado con larga experiencia en el área que contrataremos como supervisor.
a) volumen de producción mensual en estado de régimen (promedio): 3600 t/11,5= 313,04 ton/mes
b) volumen de producción mensual en período de puesta en marcha:
| mes | ritmo de produccion al
inicio (%) |
ritmo de Produccion al
final (%) |
Producción
Promedio (%) |
Producción
mensual promedio (t) |
Produccion
propuesta (T) |
|---|---|---|---|---|---|
| 1 | 0 | 25 | 12,5 | 313,04 | 39,13 |
| 2 | 25 | 80 | 52,5 | 313,04 | 164,346 |
| 3 | 80 | 100 | 90 | 313,04 | 281,736 |
| Total | 485,212 |
volumen de producción durante el resto del año 1: 2660,84 tn
volumen de producción en el año 1: 3146 tn
volumen de producción anual en los años 2 al 5: 3600 tn
7-Stock Promedio del Producto Elaborado
volumen de producción semanal promedio, en estado de régimen:
3600 ton/año / 50 semanas /año = 72 t/semana.
Stock promedio de elaborado: Se determinará el stock promedio teniendo en cuenta que se trata de una empresa nueva, que será de 14 tn.
8- DETERMINAR LA EVOLUCION DE LAS VENTAS DURANTE LA VIDA UTIL DEL PROYECTO
a) venta del año 1: 3132 tn
b) venta de los años 2 a 5: 3600 tn
9-DETERMINAR ELCONSUMO DE MATERIA PRIMA PARA EL PROGRAMA DE PRODUCCION Y FORMACION DE LA MERCADERIA EN CURSO Y SEMIELABORADA
Según el especialista anteriormente mencionado, los desperdicios no recuperables aumentaran en un 80% durante el periodo de puesta en marcha.
a) Consumo de materia prima para realizar la producción del año:
| Periodo | Produccion | Porcentaje adicional por
desperdicios no recuperables |
Total |
|---|---|---|---|
| Primeros 3 meses del año 1 | 485,212 | 1,32 | 640,23 |
| Últimos 8,5 meses del año 1 | 2669,34 | 1,1775 | 3143,14 |
| Total de mp año 1 | 3783,14 | ||
| Produccion año 1 | 3146 | ||
| Desperdicios n/r año 1 | 637,14 |
b) Consumo de materia prima en la mercadería en proceso:
La alimentación del proceso dura 1 día. Entonces concluimos que la cantidad de materia prima en curso sera de 4467 tn/año / 250 dias/año = 17,868 tn/dia
| tn | |
|---|---|
| Producto
elaborado |
14,4 |
| Desperdicio
no recuperable |
2,556 |
| Desperdicio
recuperable |
0.912 |
c)consumo total de materia prima en el año 1:
| tn | |
|---|---|
| Productos elaborados | 3783,14 |
| Mercadería en curso | 17,868 |
| Total mp año 1 | 3801 |
Entre los años 2 y 5, el consumo de materia prima es exclusivamente destinado a la produccion.
| Produccion | N/R | Total | |
|---|---|---|---|
| Productos elavorados | 3600 | 1,1775 | 4239 |
| Producion anual | 3600 | 3600 | |
| Desperdicios no
recuperables |
639 |
10- DETERMINAR EL STOCK PROMEDIO DE MATERIA PRIMA Y EL PROGRAMA DE COMPRAS
a) stock mínimo de materia prima: (fin de febrero) 4239 / 11.5 = 368,6 tn (consumo mensual)
b) Como en todos los casos donde se debe cuantificar un stock para ser incorporado a un proyecto de inversión de una empresa nueva, corresponde determinar el promedio anual. Las materias primas necesarias, no tienen restricciones de adquisición. Esto se debe a que los productos son de fácil acceso y la mayor parte de la materia prima (papel reciclado) abunda en la calle. El material reciclable arriba día por medio a la planta y los proveedores pueden entregar hasta máximo 1 mes después de la compra. En diciembre se compra la mitad, porque en Enero se trabajara la mitad del mes por vacaciones.
| A fin de mes | Stock | Compra |
|---|---|---|
| Enero | 184,3 | 368,6 |
| Febrero | 368,6 | 368,6 |
| Marzo | 368,6 | 368,6 |
| Abril | 368,6 | 368,6 |
| Mayo | 368,6 | 368,6 |
| Junio | 368,6 | 368,6 |
| Julio | 368,6 | 368,6 |
| Agosto | 368,6 | 368,6 |
| Septiembre | 368,6 | 368,6 |
| Octubre | 368,6 | 368,6 |
| Noviembre | 368,6 | 368,6 |
| Diciembre | 368,6 | 184,3 |
c) Stock promedio
| tn | |||
|---|---|---|---|
| Sumatoria de stock mensual | 4238,9 | ||
| Stock promedio | 353,24 | ||

11- REALIZAR EL CUADRO RESUMEN DEL PROGRAMA GENERAL DE EVOLUCION
| U. de medida | Periodo de inst. | año 1 | años 2 a 5 | |
| Ventas | tn PT | 3132 | 3600 | |
| Stock prom. de elaborado | tn PT | 14 | 14 | |
| Produccion | tn PT | 3146 | 3600 | |
| Desperdicio N/R | tn MP | 637,14 | 639 | |
| En curso y semielaborado | tn MP | 17,868 | 17,868 | |
| Consumo de MP | tn MP | 3801 | 4239 | |
| Stock de MP | tn MP | 610 | 353,24 | 353,24 |
| Compra de MP | tn MP | 610 | 4238,9 | 4238,9 |
Determinación del Personal
Organigrama de toda la empresa

Descripción de los Puestos de Trabajo
- Gerente general (1): Encargado de supervisar la parte la parte de ventas, compras, el flujo de dinero y de recursos humanos. Realiza las siguientes tareas: Desarrollar, y comunicar los objetivos de la empresa, supervisión y coordinación, análisis y toma de decisiones, gestión de personal, gestión financiera, relaciones con proveedores y clientes especialmente los estratégicos, mejora continua de la empresa.
- Empleado de ventas (2): empleado del área de ventas, realiza las siguientes tareas: cotización y presupuestos, responde consultas de los clientes y brinda información sobre los pedidos en curso, procesamiento de pedidos, gestión de inventario de producto terminado, coordinación de logísticas, soporte post-venta y por ultimo investigación de mercado.
- Empleado de compras (1): Encargado del área de compras, realiza las siguientes tareas: gestión de proveedores, solicitud de cotizaciones, procesamiento de ordenes de compra, seguimiento de entregas, control de inventario, análisis de costos, evaluación de proveedores.
- Contador (1): registro de transacciones, elaboración de estados financieros, gestión de cuentas a pagar y a cobrar, control de costos, cumplimiento fiscal y legal, análisis financiero, asesoramiento financiero. Encargado de la gesition de documentos y analisis financiero de la importacion de maquinaria.
- Encargado de RRHH (1): reclutamiento y selección de personal, gestión del proceso de incorporación, administración de personal, desarrollo y capacitación, gestión del desempeño, gestión de compensaciones y beneficios, cumplimiento legal y normativo.
- Encargado de diseño (1): Se comunica con el cliente directamente para el diseño de la caja, realiza prototipos y pruebas.
- Gerente de producción(1): Programación y control de la producción. Toma los pedidos provenientes de ventas y programa de forma diaria. Supervisa la producción en forma general. Controla stock de producto terminado y productos intermedios.
- Encargado de seguridad e higiene ambiental (1): es el encargado de asegurar que se cumplan las normas y regulaciones de seguridad laboral y protección ambiental en todas las áreas de la planta. Incluye tareas como realizar inspecciones periódicas para identificar riesgos potenciales, investigación de accidentes, establecer protocolos de seguridad, y capacitar en seguridad laboral y protección ambiental a todo el personal de la organización.
- Operarios (28): Encargados de operar y supervisar las maquinas, abastecimiento de materiales y preparacion de los mismos. Llevan a cabo tareas de mantenimiento como la lubricacion y limpieza. Realizan controles de calidad. Tambien realizan las tareas de recepcion de materia prima y embalaje del producto terminado. (se dividen en 2 turnos de 14 cada uno)
- Personal tecnico (2): Encargados de la configuracion y preparacion de las maquinas, mantenimiento de las mismas. Solucion de problemas tecnicos, gestion de repuestos y suministros, implementacion de mejoras, capacitacion de los operarios.
Calificación y Formación necesaria de los Operadores
Gerente general: Ingeniero industrial o similar con experiencia laboral en la industria, con altas habilidades blandas para manejo de personal, clientes y proveedores.
Gerente de producción: Ingeniero industrial con experiencia laboral en la industria de papel y carton con altas habilidades blandas para manejo de operarios. Alto grado de resolucion de problematicas.
Empleado de compras: Lic. en Administración. o similar, con conocimiento en el rubro para comprender las necesidades del cliente. Habilidades de negociacion. Habilidades analiticas y utilizacion de herramientas como Excel.
Empleado de ventas: Lic. en administración. o similar, con conocimiento en el rubro para comprender las necesidades del cliente. Habilidades de negociacion. Habilidades analiticas y utilizacion de herramientas como Excel.
Contador: Lic. en contabilidad, debe tener conocimientos en el rubro de importacion para facilitar la importacion de maquinaria.
Encargado de RRHH: Lic. en administración o Recursos humanos. Experiencia en reclutamiento y seleccion de personal, conocimiento de la legislacion laboral, habilidades de comunicacion.
Encargo de Diseño: Lic. en diseñado grafico, conocimiento de Autocad y Photoshop .
Encargado de Seguridad e higiene: Un título universitario en áreas relacionadas, como Seguridad y Salud en el Trabajo, Ingeniería de Seguridad, Salud Ambiental u otras disciplinas relacionadas. Conocimientos de legislacion y normativas, experiencia en industrias.
Los operarios deben contar con un nivel mínimo de escuela secundaria completa. Sumado a eso, deben tener habilidades para trabajar en equipo y coordinar con otros departamentos, logrando una comunicación efectiva y colaborativa. A su vez, deben contar con conocimientos en la industria del cartón, en su producción y el uso de maquinarias, así como también se valora el conocimiento de los distintos tipos de cartón y los estándares de calidad en la industria.
Personal tecnico: Formacion tecnica en electricidad (1) y otro en mecánica (1)
Listado de Equipos Auxiliares, Muebles y Útiles
Para todas las áreas de la empresa áreas (Producción, Administración y Comercialización)
- Computadoras (9)
- Impresora
- Hojas de impresión
- Teléfonos
- Lapiceras
- Aire acondicionado
- Escritorios
- Sillas de oficina
- Mesa de reuniones
- Mesa de comedor
- Sillas de comedor
- Microondas
- Dispenser de agua
- Cafetera
- Vajilla
- Tachos de basura
- Proyector
Anteproyecto de Planta
Plano de la Planta mostrando la distribución de las distintas áreas (Producción, Administración y Comercialización) y Plano mostrando el recorrido de los materiales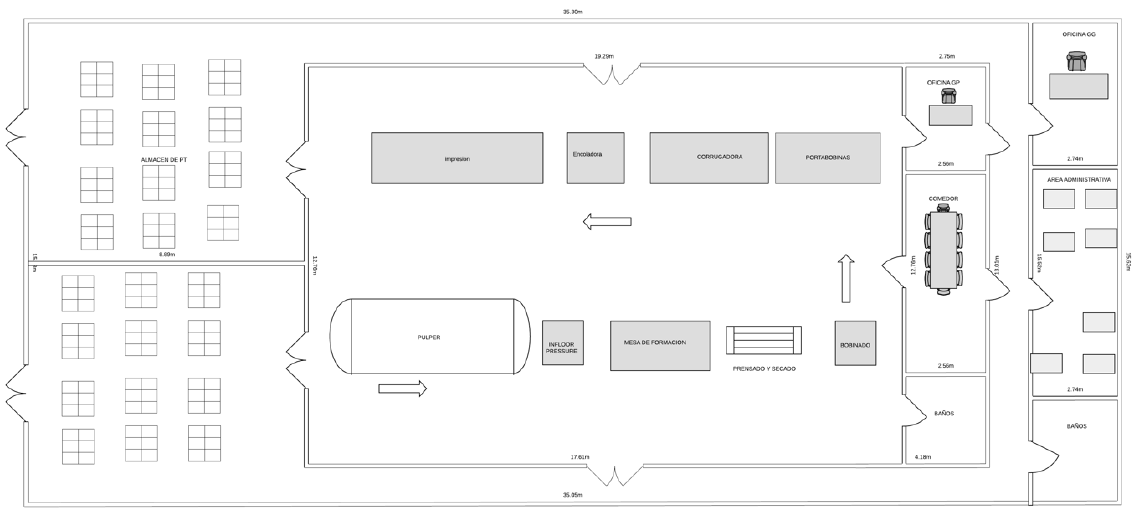

Cronograma de ejecución

Bibliografía:
https://www.argentina.gob.ar/enre/uso-eficiente-y-seguro/consumo-basico-electrodomesticos
https://www.yundapm.com/product/drum-pulper/
http://fjlime.es/3-5-inflow-pressure-screen.html
https://www.rfsystems.it/radio-frequency-textile-dryers/td-lt-dryer-for-loose-fibers/
https://voith.com/corp-en/papermaking/roll-covers.html?98856%5B%5D=1