Diferencia entre revisiones de «2016/Grupo3/DimensionamientoTecnico»
Sin resumen de edición |
|||
| Línea 12: | Línea 12: | ||
=== Listado de Materiales === | === Listado de Materiales === | ||
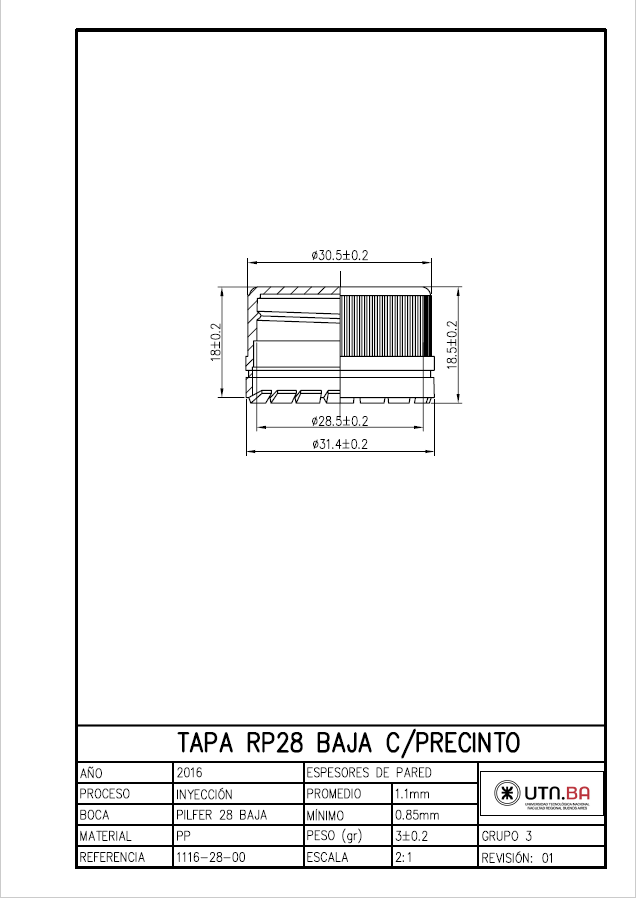
* Materia prima para inyección: Polipropileno (PP) tipo 6100SM. 3 gr por unidad. | |||
* Masterbatch (colorante). Color según especificaciones del cliente. | |||
* Molienda | |||
* Guarnición | |||
* Pintura por secado UV. Color según especificaciones del cliente. | |||
* Bolsa de polietileno de baja densidad (PEBD) de 0,5mm. Medidas: 1002mm x 900mm + fuelle 210mm. | |||
* Caja de cartón corrugado. Medidas: 600 mm (largo) x 400 mm (ancho) x 280 mm (alto). | |||
* Etiqueta para identificación de caja. | |||
* Pallet de madera descartable. Medidas: base de 1m de lado. Capacidad de carga: 500 kg. | |||
* Etiqueta para identificación de pallet | |||
* Stretch plástico | |||
* Cinta autoadhesiva. | |||
=== Especificaciones Técnicas === | === Especificaciones Técnicas === | ||
* Dimensiones según plano adjunto. | |||
* Hermeticidad. Debe cumplir verificación por campana de vacío. | |||
* Deformaciones longitudinales inferiores a 0,2 mm. | |||
* Deformaciones diametrales (ovalamiento) inferiores a 0,2 mm. | |||
* Corte de aro inviolable por desenrosque. | |||
* Ausencia de rebabas, rechupes, faltantes de material, contaminación o cualquier aspecto visual indeseado. | |||
* Color uniforme. | |||
* Ausencia de contaminación externa con material orgánico o inorgánico (no implica esterilidad). | |||
=== Normas Aplicables === | === Normas Aplicables === | ||
| Línea 57: | Línea 39: | ||
=== Características Condición del Producto === | === Características Condición del Producto === | ||
* Hermeticidad. | |||
* Pieza visualmente correcta. | |||
* Ausencia de rebabas. | |||
* Corte de aro inviolable correcto. | |||
* Ausencia de contaminación externa con material orgánico o inorgánico (no implica esterilidad). | |||
* Impresión completa y sin reventamiento, con registro correcto y cumpliendo con el pantone según especificación del cliente. | |||
=== Plan de Ensayos === | === Plan de Ensayos === | ||
En la etapa de puesta en marcha se verificarán todas las dimensiones según hoja de ruta así como atributos visuales. Así mismo se realizarán los siguientes ensayos destructivos: | En la etapa de puesta en marcha se verificarán todas las dimensiones según hoja de ruta así como atributos visuales. Así mismo se realizarán los siguientes ensayos destructivos: | ||
* '''Verificación de inviolabilidad:''' se dispondrán de una muestra de 20 unidades las cuales se roscarán en un frasco modelo y luego se desenroscará verificando que ante esfuerzos normales de desenrosque el aro inviolable se corte, la tapa sea extraída y el dicho aro quede retenido en el cuello del frasco. | |||
* '''Ensayo de hermeticidad:''' se realiza por medio del método de campana de vacío. Este consta del siguiente procedimiento: | |||
Se llena un frasco de 60 ml con líquido colorado y se cierra enroscando la tapa a ensayar procurando un torque de apriete de 1,35 Nm a 2,1 Nm. Se introduce el envase boca abajo en el desecador. Se coloca la tapa del desecador y se realiza vacío dentro del mismo por medio de una bomba de vacío. Se debe procurar que dicho envase permanezca por al menos 10 a 15 minutos solicitado ante dicha atmósfera de vacío. Luego se despresuriza, se quita el envase y se verifica si perdió líquido coloreado. | Se llena un frasco de 60 ml con líquido colorado y se cierra enroscando la tapa a ensayar procurando un torque de apriete de 1,35 Nm a 2,1 Nm. Se introduce el envase boca abajo en el desecador. Se coloca la tapa del desecador y se realiza vacío dentro del mismo por medio de una bomba de vacío. Se debe procurar que dicho envase permanezca por al menos 10 a 15 minutos solicitado ante dicha atmósfera de vacío. Luego se despresuriza, se quita el envase y se verifica si perdió líquido coloreado. | ||
Revisión del 20:17 9 jun 2016
Determinación de la Localización
Matriz de Localizacion
Definición Técnica del Producto.
Planos
A continuación se adjunta plano dimensional del producto:
Dibujos
Listado de Materiales
- Materia prima para inyección: Polipropileno (PP) tipo 6100SM. 3 gr por unidad.
- Masterbatch (colorante). Color según especificaciones del cliente.
- Molienda
- Guarnición
- Pintura por secado UV. Color según especificaciones del cliente.
- Bolsa de polietileno de baja densidad (PEBD) de 0,5mm. Medidas: 1002mm x 900mm + fuelle 210mm.
- Caja de cartón corrugado. Medidas: 600 mm (largo) x 400 mm (ancho) x 280 mm (alto).
- Etiqueta para identificación de caja.
- Pallet de madera descartable. Medidas: base de 1m de lado. Capacidad de carga: 500 kg.
- Etiqueta para identificación de pallet
- Stretch plástico
- Cinta autoadhesiva.
Especificaciones Técnicas
- Dimensiones según plano adjunto.
- Hermeticidad. Debe cumplir verificación por campana de vacío.
- Deformaciones longitudinales inferiores a 0,2 mm.
- Deformaciones diametrales (ovalamiento) inferiores a 0,2 mm.
- Corte de aro inviolable por desenrosque.
- Ausencia de rebabas, rechupes, faltantes de material, contaminación o cualquier aspecto visual indeseado.
- Color uniforme.
- Ausencia de contaminación externa con material orgánico o inorgánico (no implica esterilidad).
Normas Aplicables
Las únicas normas que debe cumplir son las que rija el AQL y nivel de aceptación acordado con el cliente según norma ISO 9001:2008
Características Condición del Producto
- Hermeticidad.
- Pieza visualmente correcta.
- Ausencia de rebabas.
- Corte de aro inviolable correcto.
- Ausencia de contaminación externa con material orgánico o inorgánico (no implica esterilidad).
- Impresión completa y sin reventamiento, con registro correcto y cumpliendo con el pantone según especificación del cliente.
Plan de Ensayos
En la etapa de puesta en marcha se verificarán todas las dimensiones según hoja de ruta así como atributos visuales. Así mismo se realizarán los siguientes ensayos destructivos:
- Verificación de inviolabilidad: se dispondrán de una muestra de 20 unidades las cuales se roscarán en un frasco modelo y luego se desenroscará verificando que ante esfuerzos normales de desenrosque el aro inviolable se corte, la tapa sea extraída y el dicho aro quede retenido en el cuello del frasco.
- Ensayo de hermeticidad: se realiza por medio del método de campana de vacío. Este consta del siguiente procedimiento:
Se llena un frasco de 60 ml con líquido colorado y se cierra enroscando la tapa a ensayar procurando un torque de apriete de 1,35 Nm a 2,1 Nm. Se introduce el envase boca abajo en el desecador. Se coloca la tapa del desecador y se realiza vacío dentro del mismo por medio de una bomba de vacío. Se debe procurar que dicho envase permanezca por al menos 10 a 15 minutos solicitado ante dicha atmósfera de vacío. Luego se despresuriza, se quita el envase y se verifica si perdió líquido coloreado.
Acondicionamiento del Producto
Las tapas serán embaladas desde la etapa de guarnicionado en doble bolsa de polietileno de baja densidad por cantidad 3200 unidades. Dicha bolsa será introducida en una caja de cartón corrugado. Sin importar cual sea el procesamiento posterior, dicha bolsa y caja serán las que contendrán las 3200 unidades hasta el cliente final, salvo deterioro de cualquiera de los dos envases. De esta forma y junto a la etiqueta identificadora de la caja, se asegurará la trazabilidad de toda la producción realizada. Al finalizar el proceso productivo y control final se procederá al cierre de cada bolsa con el tipo cuello de cisne con precinto. Luego se cerrará la caja con cinta autoadhesiva con logo de la empresa.
Dichas cajas se estibarán en pallet de madera descartable de 1 metro de lado (salvo especificación especial de cliente) y hasta 4 niveles de apilamiento procurando el cruce entre niveles. Finalmente se colocará el cartel identificatorio del pallet y se procederá al stretchado si el mismo tuviese un cliente ya asignado.
Definición del Proceso de Producción.
Diagrama de Flujo de Fabricación y Control. Cursogramas Gráficos ó Analíticos del Proceso
Listados de Medios de Fabricación y Control
Calificación y Formación de los Operadores
Sistemas de Mantenimiento.
Determinación de las Máquinas e Instalaciones. Cálculos.
Especificaciones Técnicas de las Máquinas
Capacidades, tamaño de lotes, tiempos
Consumos de Energía, Agua y Otros Servicios.
Ejercicios 1 a 5 de la Guía de Trabajos Prácticos
Determinación de la Evolución de las Mercaderías.
Tiempos de Entrega y Envío de las Mercaderías
Tamaños y Frecuencias de Compras
Ejercicios 6 a 11 de la Guía
Determinación del Personal.
Organigrama de Toda la Empresa
Descripción de Puestos de Trabajo
Equipos Auxiliares, Muebles y Útiles.
Para todas las áreas de la empresa áreas (Producción, Administración y Comercialización)
Anteproyecto de Planta.
Plano de Planta
A continuación se muestra el plano de planta compuesto por planta baja y planta alta. En la primera se ubican la administración, Almacén de materias primas y productos semielaborados y elaborados, producción y áreas de soporte a la misma así como vestuario y comedor para el personal de planta.
En la segunda planta se ubica la oficina de gerencia y una sala de reuniones.

Plano Recorrido de Materiales
